COMPARATIVE ANALYSIS OF INCORPORATION OF DIFFERENT PARTICLE SIZES OF HIGH-LEADED CATHODE RAY TUBE GLASS IN FIRED CLAY BRICKSGilbert Umaye Adie 1 1 Department of Chemistry, University of Ibadan, Oyo state, Nigeria. |
|
||
|
|
|||
|
Received 1 August 2021 Accepted 20 August 2021 Published 26 January 2022 Corresponding Author Abdulazeez Mobolaji Hammed, bolajiabdulazeez@gmail.com DOI 10.29121/IJOEST.v6.i1.2022.221 Funding:
This
research received no specific grant from any funding agency in the public,
commercial, or not-for-profit sectors. Copyright:
© 2022
The Author(s). This is an open access article distributed under the terms of
the Creative Commons Attribution License, which permits unrestricted use, distribution,
and reproduction in any medium, provided the original author and source are
credited.
|
ABSTRACT |
|
|
|
End-of-life
cathode ray tubes (CRTs) have become global problem in the pool of waste
electrical and electronics owing to higher concentration of lead (Pb), and
this needs urgent management in an ecofriendly manner. In this study, spent
CRT glass was incorporated in clay to make burnt bricks for construction.
Samples of CRT glass were collected from technicians’ workshops, manually
dismantled, pulverized, milled, and sieved into three particles sizes (PS),
namely, 0.6mm ≤1.0mm, ≤2.0mm. The metallic composition was
determined with Inductive Coupled Plasma- Optical Emission Spectrometric
technique (ICP-OES). Each PS was mixed with clay at percentages ranging from
0% as control to 15% CRT and molded using dry compression technique, dried
and fired in furnace at 800 0C. Mechanical properties of fired bricks
products were assessed including water absorption, linear shrinkage, and
compressive strength. The 4wt% CRT-clay composition for ≤0.6mm PS
exhibited highest strength with low linear shrinkage and medium water
absorption and was selected as optimum composition. Lead (Pb) leachability
from fired CRT-glass/clay from the three particle sizes using TCLP and SPLP
were within permissible limit of 5.0mg/L set by US-EPA. Lead leachability
from raw CRT glass varied according to particle sizes and was for all
particles sizes higher in many folds than to EPA limit. From the findings, it
can be shown that the optimum composition of less than 0.6mm particle size is
of good quality, durable and environmentally safe bricks that can be used for
building construction works. |
|
||
|
Keywords: Cathode Ray Tube Glass, Incorporation, Fired Clay Bricks, Particle
Size. 1. INTRODUCTION Management of waste
electrical and electronic equipment (WEEE) otherwise called e-waste is a
challenge of global concern. E-waste arises from a wide spectrum of
electrical and electronic products incorporated with both valuable (e.g. gold,
silver, palladium, platinum, etc.) and hazardous substances (e.g.
lead-containing glass, mercury, cadmium, batteries, plastics with flame
retardants, etc.) with economic potential and deleterious environmental
impact, respectively EC (2003), Tsydenovia
and Bengtson (2011). Cathode ray tubes (CRT)
was the technology used in most televisions and computer display screens for
viewing images in these devices Nnorom
and Osibanjo (2010a), Nnorom
et al. (2010b). Rapid advances
in the 21st century technologies led to the replacement of
leaded-CRT-containing televisions and monitors with new products such as
Liquid Crystal Display (LCD) and Plasma Display Panel Xu et al. (2012). A typical CRT
consists of 85% glass, in which |
|
||
65% is panel, 30% funnel and 5% neck glass (Yu, et al., 2016), Andreola et al. (2007). A typical CRT computer colour monitor/TV is composed of a plastic casing, a CRT, a deflection yoke, a printed wiring board (PWB), connecting wires, and various types of metals. The CRT contains two types of glass: panel glass and funnel glass. Panel glass is in the front part of the CRT and makes up about two-thirds of its weight. Funnel (cone) glass, which makes up most of the other third, contains about 25% lead (as lead oxide) to shield viewers from the radiation produced by the electron gun. Menad (1999), Andreola et al. (2005), Nnorom et al. (2011). The chemical composition varies between the panel and funnel glass, which need to be treated as lead-free glass and leaded glass respectively Mear et al. (2006). Lead is purposely used in the CRT manufacture in the form of lead oxide used to provide the necessary shielding from x-rays generated within the operating CRT Musson et al. (2000).
Because of the high replacement rate with newer technologies, difficulty in recycling the glass and high disposal cost, CRT glass component of e-waste is gradually becoming a waste of serious global concern. Currently, several studies have been done on sustainable management of CRT glass. Waste CRT glass has been used as raw material aggregate in the production of high strength mortars Maschio et al. (2013), Iniaghe and Adie (2015) as an additive in ceramic industry for the production of high insulating foam glass (Guo et al. (2010), Konig et al. (2015), utilized as substitute for frit in transparent glazes for ceramic tiles with comparable mechanical properties with the standard ones Revelo et al. (2018), as a replacement for river sand in the high-density concrete Zhao and Wei (2011), Zhao et al. (2013). Similarly, feasible studies had been conducted by incorporating cathode ray tube glass in clay bricks and roof tiles Dondi et al. (2009). Furthermore, Guo et al. (2010) observed that high mechanical properties such as compressive strength and bending strength result in the preparation of high strength foam glass-ceramics from waste cathode ray tube as a raw material. This study evaluated the incorporation of CRT-glass of different particle sizes (0.6mm ≤1.0mm ≤2.0mm.) in fired clay bricks with the intention of immobilizing the Pb in the glass.
2. MATERIALS AND METHODS
2.1. SAMPLE COLLECTION
Eight samples of obsolete coloured television CRTs of different brands were obtained from scrap shops in Ibadan metropolis, Nigeria (Figure 1). These were dismantled manually into their various components. The glass components were further dismantled into panel, neck, and funnel. The funnel, neck, and frits components with higher concentration of Pb and classified as hazardous materials were crushed manually and pulverized into particles sizes ranging from less than 0.6mm-2mm using a locally fabricated hammer mill with stainless steel crushers. The pulverized CRT was sieved using 0.6mm, 1.0mm and 2.0mm BS sieve mesh sizes to obtain the three particles’ sizes. The brick clay sample was obtained from an artistic shop in Ibadan. The clay was air-dried, crushed, and sieved to fine powdered form. The raw clay and CRT glass were characterized using Inductively Coupled Plasma-Optical Emission Spectrometry (ICP-OES) to determine the elemental composition of the raw materials.
|
|
|
Figure 1 Cathode ray tube from
Television |
2.2. MIX PROPORTION CRT GLASS-TO-CLAY
The sample cylindrical test probes with 25mm internal diameter, 3.0mm thick and. height 45mm were made from CRT- glass/ clay of different proportions as indicated in Table 1. Five different mix proportions were prepared for each size by incorporation of pulverized CRT into 0% (100% clay), 2%, 4%, 6%, 10% and 15% CRT –glass replacement.
|
Table 1 Mix
Proportions for Clay and CRT-Glass |
||||
|
CRT
Composition (%) |
Weight
of Clay (g) |
Weight
of Glass (g) |
Volume
of water (mL) |
CBR
Maximum Force (Kilonewton, KN) |
|
0 |
34 |
0 |
8.2 |
0.42 |
|
2 |
33.3 |
0.7 |
7.4 |
0.44 |
|
4 |
32.6 |
1.4 |
7.2 |
0.52 |
|
6 |
32 |
2 |
7 |
0.6 |
|
10 |
30.6 |
3.4 |
6.8 |
0.46 |
|
15 |
28.9 |
5.1 |
6.4 |
0.66 |
2.3. PREPARATION OF SAMPLES
Seven replicate samples were prepared for each composition and for each particle size giving a total of 126 test probes for all the six compositions and three particles’ sizes (Table 1). Clay and CRT glass were premixed for 1-2 minutes continuously to obtain uniform and homogenized sample composition. Then, appropriate quantity of water (Table 1) was added to the mixture to enhance compactness when moulding. The water was carefully sprinkled on the mixture on varied quantity based on percentage composition of the raw materials. Quantity of water was observed to reduce with increase in CRT-glass addition. Each wetted and homogenized mixture was kneaded using lightly lubricated cylindrical iron mould and compacted using ELE International multiplex 50CBR machine to give a cylindrical test probe that assumed the shape of the mould of dimension 25mm internal diameter, 3.0mm thick and. height 45mm. The force used varied between 0.42 – 0.66 N/mm2. After moulding, the test probes were removed from the mould and weighed while the diameter and length were also measured. This process was repeated to make all the test probes. After moulding, all the test probes were oven dried at 105 0C for 24 hours after which all water was judged to have evaporated. The dry test probe was muffled in an AAF 1100 Carbolite Electric Furnace reaching an elevated temperature of 800 0C. The temperature of the furnace rose from room temperature to maximum temperature of 800 0C in approximately 2 hours and was maintained for one hour before cooling to room temperature overnight.
2.4. ANALYSIS OF MECHANICAL PROPERTIES OF
FIRED TEST PROBES
In each of these analyses, five replicate samples were used.
1) Linear Shrinkage: The linear shrinkage was determined by measuring the length and diameter of the test probes before and after firing. The formula for calculating Linear shrinkage was:
Linear
shrinkage = ![]() × 100
× 100
2) Water Absorption: Water absorption capacity of the test probes was done in two ways according to ASTM specifications. They were 24 hours cold immersion and 5 hours boiling test. The 24-hour cold immersion method involved taking the weight of the test probes before soaking in cold water and after soaking and determining the difference. Water absorption was calculated thus:
24hours soaking = ![]() × 100
× 100
The 5-hour boil water absorption test was carried out on the test probes after 24-hour cold immersion test. The test probes were boiled in hot water for a period of 5 hours, a test that ensures that all the channellings that were not filled with water during immersion would be as water penetrated the material in the vapour form. The samples at this stage were allowed to cool for 24 hours to room temperature. This water absorption was calculated as follows:
5hours boiling = ![]() × 100
× 100
3) Bulk Density: This was done by determining the mass of each test probe in an analytical balance, the diameter and length of the probes were determined with micrometre gauge and ruler respectively while exterior volume was measured by attaching test probes to rope string and submerged in water inside a measuring cylinder filled to a known mark operates based on the Archimedes principle. The volume of displaced water in the container is recognized as suspended mass of the test probes. These were removed from water and lightly blotted with dried-cotton cloth to get rid of water at the surface and the saturated mass was determined on analytical balance after 5 hours boil. The exterior volume and bulk density were thus calculated as:
Exterior volume = suspended mass after 5hours boil – saturated mass after 5hours boil
Bulk
Density = ![]()
4) Compressive Strength: The compressive strength is the maximum resistance of the fired test probe to a gradually increasing load (force) applied at a right angle to the bearing surface of the clay products. Compressive strength was carried out using ADR Touch 2000 standard compression machine. The formular for calculating the compressive strength was:
Compressive strength (N/mm2) = ![]()
2.5. ACID DIGESTION METHOD (EPA3050B)
Total
recoverable metals were determined using the EPA 3050B method Silva et al. (2013), Olubanjo et al. (2015). It is a very strong acid digestion
that will dissolve almost all metals that could become environmentally
available. The process of acid was carried out by taking 1.000g of the sample
and added into a polypropylene digestion tube and 10 mL of 1:1 HNO3(70.5%
Analar grade) was added to make the slurry, covered,
and transferred to water bath and was heated to about 95±5◦C and refluxed
for 15minutes without boiling. This sample was allowed to cool, then 5.mL
concentrated nitric acid was added, heated for 30 minutes, and later allowed to
cool. More of 5 mL concentrated nitric acids were added at a time until no more
brown fumes were generated. Afterwards, the sample was allowed to cool and 10
mL aliquot of 30% hydrogen peroxide was added, and this was heated for 2 hours
without boiling. Again, 5 mL of concentrated HCl (35.4% Analar
grade) was added and heated for another 15 minutes. The sample digest was
allowed to cool, filtered through a Whatman No 1 filter paper and the filtrate
was collected in a 100 mL standard flask and made up to the mark with distilled
water. The sample filtrate was analysed for Pb using Buck Scientific 205 Atomic
absorption spectrophotometer (Buck Scientific, Inc, East Norwalk, Ct., USA).
This was repeated for all samples and blanks.
2.6. TOXICITY CHARACTERISTICS LEACHING PROCEDURE (TCLP) METHOD
The TCLP test was conducted on the fired materials to
evaluate the level of immobilization of Pb in the glassy lattice of the fired
product. This leaching test was carried out following the EPA 1311 (EPA
(1996) designed to simulate
land fill condition. Twenty grams (20g) of the crushed particles were taken
into the polypropylene extraction vials and leached with 400 mL of the
extraction fluid which comprised acetic acid and sodium hydroxide solution at
pH 4.92. The mixtures were agitated for 18 hours on a locally fabricated rotary
shaker at 30±5rpm. The mixtures were filtered after shaking and Pb was
determined using calibrated Buck Scientific 205 flame atomic absorption
spectrophotometer ((Buck Scientific, Inc, East Norwalk, Ct., USA).
2.7. SYNTHETIC PRECIPITATION LEACHING PROCEDURE (SPLP) METHOD
The SPLP was carried out according to EPA 1312 EPA (1996) method. The extraction fluid consisted of two acids mixture prepared by mixing sulphuric (H2SO4) acid and nitric acid (HNO3) in the ratio of 6:4 (w/w) to mimic rainwater in case the fired products were exposed to it. Twenty grams each of the fired products were weighed after crushing into polypropylene extraction vessels and 400 mL (indicating a 1:20 ratio) of the SPLP extraction fluid were added and corked. Agitation was done as for TCLP for 18 hours at 30±5rpm and the leachate were filtered and analysed as in TCLP.
2.8. QUALITY CONTROL/ASSURANCE PROTOCOL
Adequate precautions and quality assurance procedures were maintained to ensure valid and reliable results. Samples were handled with care from the primary source, dismantling stage and stored in a clean washed sack. All plastic containers, glassware and grinders used were thoroughly washed, rinsed in distilled water, and soaked in dilute Analar grade nitric acid (70.5%) overnight, rinsed with distilled water and air-dried before use. Sample preparations were done in a clean environment to avoid cross-contamination even at analysis stage and replicate samples were made for the test probes. All chemicals used were of Analytical grade: HNO3 (70.5%), HCl (35.4%), H2O2 (30%), H2SO4 (98.0%), glacial acetic acid (99.85%) and reagents were prepared using distilled water. Reagent blank determinations were carried out to check analyte impurities in the reagents Instruments were calibrated with standard solutions of analyte before analysis. Check standard was run after every ten samples injections
3. RESULTS AND DISCUSSION
3.1. CHEMICAL
CHARACTERIZATION OF RAW MATERIALS
|
Table 2 Characterization of Raw Clay and CRT (mg/kg) |
||
|
Elements |
Clay |
CRT |
|
Calcium |
159 |
857 |
|
Magnesium |
661 |
230 |
|
Potassium |
86.8 |
208 |
|
Sodium |
393 |
485 |
|
Manganese |
98.5 |
81.2 |
|
Iron |
289 |
215 |
|
Copper |
12 |
8.97 |
|
Zinc |
85.7 |
87.8 |
|
Boron |
953 |
1410 |
|
Phosphorus |
296 |
221 |
|
Aluminum |
851 |
635 |
|
Sulphur |
37 |
27.6 |
|
Silicon |
2210 |
1650 |
|
Arsenic |
0.6 |
0.45 |
|
Vanadium |
8.16 |
8.36 |
|
Lead |
BDL |
11600 |
|
BDL - Below
Detection Limit |
||
The level of elemental composition of the
raw clay and CRT glass were presented in Table 2. The major
constituents that made up the clay were Silicon, calcium, boron, and aluminium
while the minor constituents were sodium, potassium, zinc, iron, phosphorus, lead and manganese. Some of the elements occurred at trace
level such as vanadium, Arsenic, and copper. Elemental composition of CRT glass
consisted of Silicon as a result of amorphous silicate
salt of the glass which will be a good binder with clay-CRT glass admixture,
calcium, boron and aluminium resulting from its mineral contents.
3.2. TECHNOLOGICAL
PROPERTIES OF THE TEST BRICKS
The partial substitution of clay with
waste CRT glass had puzzling effects on the mechanical properties of the clay
bricks depending on both the composition and the granulometric characteristics
of the clay Dondi et al.
(2009). Mechanical tests of bricks are imperative
tool for assessing the degree of maturation and structural properties of brick
bodies and the properties include total linear shrinkage, water absorption
capacity, compressive strength, bulk density, saturation coefficient among
others.
Linear
Shrinkage
The results of total linear shrinkage of
CRT glass incorporated in clay bricks obtained from drying and firing at
temperature of 8000C for the three particle sizes of less than
0.6mm, 1.0mm and 2.0mm are presented in Table 3. Beal et al. (2019) reported that linear shrinkage is an
important property of clay bricks while high linear shrinkage could cause
cracks, stress and breaks the brick as water evaporates the bricks during
drying and firing as a consequent of shrinking of the clay bricks. From the
result, it can be shown that the minimum average shrinkage was observed at 2%
(3.53±1.42), 4% (3.87±1.58) and 6% (5.99±0.17) in the particle size of less
than 1.0mm, 0.6mm and 2.0mm respectively. The highest average shrinkage was
exhibited in the 15wt% (7.43±1.46) of less than 1.0mm particle size with
reduction from the control value. Evidently, the trend of shrinkage in the clay
products was irregular across the three particle sizes because of factors like
position of material in the furnace during firing, firing temperature and dry
compression process effect during moulding among others Adie and Osibanjo (2013). It is observed that
the average total linear shrinkage of all CRT incorporated clay bricks within
the whole range of the particle sizes were below the control (100%) clay sample
with average shrinkage of 8.05±1.31wt%. Reduction in the linear shrinkage of the
current study is in accordance with the study by Zhao et al. (2013) and this is a function
of proportional decrease in particle size and content of glass in clay bodies.
|
Table 3 Total linear shrinkage of
the particle sizes |
||||||||||||
|
Composition (%) |
0 |
2 |
4 |
6 |
10 |
15 |
||||||
|
Mean |
SD |
Mean |
SD |
Mean |
SD |
Mean |
SD |
Mean |
SD |
Mean |
SD |
|
|
<0.6mm |
8.05 |
1.31 |
4.57 |
1.14 |
3.87 |
1.58 |
7.07 |
1.14 |
5.92 |
0.08 |
4.58 |
1.82 |
|
<1.0mm |
8.05 |
1.31 |
3.53 |
1.42 |
5.39 |
3.85 |
6.55 |
0.19 |
5.88 |
0.18 |
7.43 |
1.46 |
|
<2.0mm |
8.05 |
1.31 |
6.03 |
0.2 |
6.99 |
5.35 |
5.99 |
0.1 |
6.03 |
0.25 |
6.15 |
0.1 |
|
n = 5 |
|
|
|
|
|
|
|
|
|
|
|
|
Apparent
Porosity and Bulk Density
Apparent porosity is the degree of open
pores that were present in clay-CRT products which largely related with bulk
density and water absorption. Variations of apparent porosity and bulk density
values for the percentage compositions of the particle sizes were presented in Table 4 and Figure 1 respectively. Obviously,
the immobilization of waste CRT glass in the clay bricks influences the
porosity and bulk density of the clay bricks. Greater porosities were generally
achieved as the proportions of the glass were increased across the three
particle sizes in agreement with the study by Beal et al. (2019), but decreased down the
trend as more waste CRT glass was added. From the result in the Table 4, he averages apparent
porosity of 2wt% CRT-clay composition of the particle sizes was in the order of
17.1±0.87 < 20.4±0.92 < 20.4±0.40 in comparison with 18.2±0.18 of control
clay sample value. The larger particle size of CRT glass incorporated in the
clay bricks of similar content imparted porosity on the test probes which gave
rise to higher water absorption and commensurately decreased the bulk density
of the brick as established on Figure 2. Conversely, the
various proportion of the CRT glass in the bricks of the same particle size
from 2-6wt% of the three particle sizes, with exception of 2.0mm particle, have
higher apparent porosity than the control sample. While the 10-15wt% with
slight reduction which is an indicator of more compaction within the structure
of the brick. Similarly, the lowest value of apparent porosity was obtained at
15wt% of particle size 2.0mm and the highest porosity was obtained at 2wt% of
1.0mm particle size which implies that the content composition and particle
size of the CRT glass in clay are determinant factors of apparent porosity and
water retention capacity.
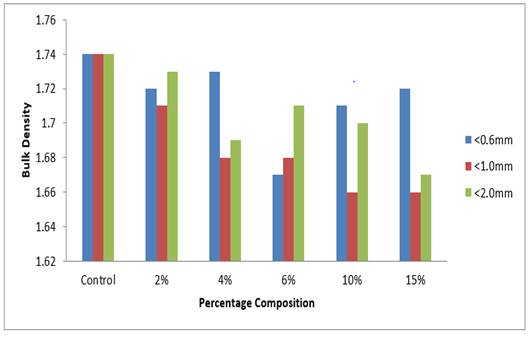
It has been emphasized that bulk density
is related to apparent porosity and water absorption that determine the
durability of the bricks. As shown in the Table 5, the bulk density
decreased with increasing amount of waste CRT glass, although irregular in
pattern, with concomitant increase in open pores and absorption of water which
infiltrates into the porous channel in the bricks exerted by the glass. Abdeen and Shihada (2017) reiterated that
density of clay brick depends on the specific gravity of the raw materials, method
of manufacturing and degree of burning. The bulk density of waste CRT glass in
clay bodies were in the range of 1.67-1.73g/cm3, 1.66-1.71g/cm3
and 1.67-1.73g/cm3 for the less than 0.6mm, 1.0mm and 2.0mm particle
sizes respectively. This has shown slight reduction in the bulk density of all
the compositions in the three particle sizes from the control sample of
1.74g/cm3 value. In the same vein, the resultant effect of particle
size on the bulk density contributed no any measurable
change has also shown with the composition. Consequently, the addition of finer
CRT glass relatively improves the bulk density as compared to coarse particle
sizes as presented in Figure 2. Raw clay type and
manufacturing process affect brick bulk density which could vary between
1500-2400kg/m3 (1.5-2.4g/cm3) as the minimum requirement
for fired clay products in Adie and Osibanjo (2013) for building purposes.
The density of bricks influences the weight of fired bricks and the variations
in weight have implications on structural, acoustical, and thermal design of
the construction wall Grim (1996).
|
Table 4 Apparent Porosity of the
three particle sizes |
||||||||||||
|
Composition (%) |
0 |
2 |
4 |
6 |
10 |
15 |
||||||
|
Mean |
SD |
Mean |
SD |
Mean |
SD |
Mean |
SD |
Mean |
SD |
Mean |
SD |
|
|
<0.6mm |
18.2 |
1.89 |
17.1 |
0.87 |
18.9 |
0.32 |
19 |
0.62 |
17.6 |
0.34 |
18.7 |
1.12 |
|
<1.0mm |
18.2 |
1.89 |
20.4 |
0.92 |
18.8 |
0.95 |
19 |
0.65 |
17.4 |
0.6 |
17.4 |
0.44 |
|
<2.0mm |
18.2 |
1.89 |
20 |
0.4 |
18.7 |
0.3 |
17.3 |
0.3 |
17.3 |
0.8 |
16.6 |
0.4 |
|
|
|
Figure 2 Bulk Density of the particle sizes |
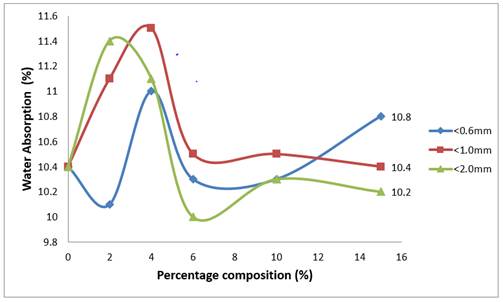
Water
Absorption
Water absorption is a special property
that deals with resistance to water sorption capacity and the durability of the
clay brick materials. The amount of water to be absorbed by brick largely
depends on the porosity of the structure and its density. Figure 3 presented the results
of water absorption capacity in all the compositions and particle sizes
obtained from 5-hour boil test. From the results, it can be noted that the 2, 6
and 10wt% compositions of less than 0.6mm had higher resistance to water
compared to the reference clay brick (0% CRT) of 10.4±1.19 as shown in the
figure. The two other compositions of the same particle size have higher water
absorption value than the reference brick. Whilst the water absorption of 1.0mm
and 2.0mm particle sizes in the 6-15wt% compositions were in the same or
slightly less than the reference clay value. Increasing the waste CRT glass
content in the bricks reduced the water absorption and the less porous
structure obtained and this was in agreement with the
studies of Abdeen and Shihada (2017), Hameed
et al. (2018). This may be due to
reduction in the amount of clay and higher proportion of CRT glass which
imparted water permeability and more compaction in brick. On the contrary, the
higher water absorption capacity had strong relation to the volume of the open
porosity and lower densification of the clay brick indicating the high
infiltration of water into the brick bodies. The result of higher water
absorption for CRT glass incorporated in clay brick was supported by Loryuenyong et
al. (2009) who attributed it to the increasing amount of open pores, influenced by some glass particles
oozing out onto the brick surface. It was also reported that this will
consequently lower the bulk density and apparent porosity as observed in some
compositions in this research.
However, the
effect of particle size variation brought decrease in water absorption of the
fired bricks, although this did not follow a regular pattern, then the coarser the particle size with higher resistance to water
sorption compare to finer particle size. This finding is analogous to the study
of Ling and Poon (2012) that particle size of CRT glass has more pronounced
effect on the water absorption capacity of concrete mortars. Variation in water
absorption is mainly due to variable raw materials and manufacturing process of
the bricks.
|
|
|
Figure 3 Water
absorption capacity of the three particle sizes |
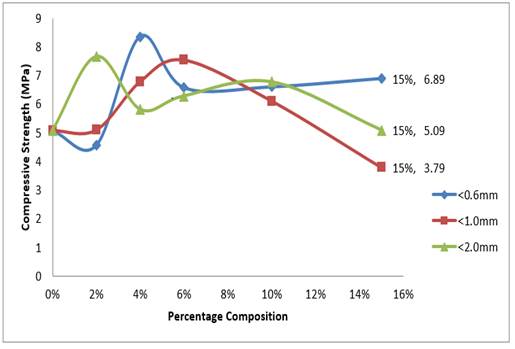
Compressive
Strength
The compressive strength is the most
common test conducted because most of the desirable characteristics of brick
and the structural design purpose are related to compressive strength. Figure 4 depicted the
compressive strength results of the CRT immobilized fired clay products.
Carefully looking into the detail, addition of CRT glass appreciably improves
the workability and durability of the clay bricks with increasing strength. It
is obvious that the compressive strength of the percentage compositions in the
three particle sizes were above the reference clay brick (5.08±1.14MPa) with
exception of 2wt% and 15wt% CRT in less than 0.6mm and 1.0mm with a lower
average strength of 4.57±1.35MPa and 3.79±1.63MPa respectively. The highest
compressive strength was found among the 0.6mm particle size with 4wt% CRT
composition (8.35±1.64MPa). The significant increase in compressive strength
can be as a result of better particle size distribution
that enhances more sealed pores within the fired clay bricks. Particle size and
glass composition did not show any significant influence in the compressive
strength of the clay bricks as shown in Figure 4. The trend shown by
compressive strength demonstrated that glass addition imparted largely on the
strength of the fired bricks and other mechanical properties of the test
probes. Generally, the clay bricks produced by this work on addition of CRT
glass showed compressive strength values slightly lower than the Class 3 Grade
bricks minimum requirement set out according to the American Standard ASTM C62 (2006). The three most
fundamental and unique characteristics according to Adie and Osibanjo (2013) that
determine the grade and durability of fired brick products used for building
purposes were water absorption (WA), total linear shrinkage (TLS) and
compressive strength of the products. It was noted that effect of CRT glass
replacement in clay bricks on those three mechanical parameters were most
positive in the 4wt% (CRT) composition of less than 0.6mm particle size and was
selected as the optimum composition. This composition had shown a maximum
average compressive strength of 8.35±1.64Mpa, lower shrinkage of 3.87±1.58% and
insignificant resistance to water absorption. The reason may be adduced to
better particle size distribution, good manufacturing process and firing
position in the furnace. When comparing the optimum composition with American
Standard, it was observed that the optimum possesses the attributes of Class
grade 1 in relation to water absorption and saturation coefficient, Class 2
grade for total linear shrinkage. The compressive strength of the optimum brick
was in consonance with Class 3 grade (Table 5) which makes the brick
suitable and acceptable as constructional material for some purposes in less
severe and negligible environmental conditions.
|
|
|
Figure 4 Compressive Strength of the three particle
sizes |
3.3. LEACHING
TESTS
Leaching tests were conducted to evaluate
the inertization of lead (Pb) in the fired clay
bricks incorporated in highly leaded cathode ray tube glass and to verify the
safety and environmental fitness of the brick products. The result performed on
the leachate solutions of the Clay-CRT-glass to determine the total recoverable
lead in the fired test bricks immobilized with CRT for the three particle sizes
were presented in Table 5 using Toxicity
characteristics leaching procedure, synthetic precipitation leaching procedure
and acid digestion method 3050B. The amount of leachable lead using TCLP
solution for 0.6mm particle size was below detection limit of 0.01mg/L of AAS
used and the highest concentration of 0.06 mg/L was shown by 15wt% CRT
composition. Undoubtedly, the
concentration of lead (Pb) leached for all the compositions were all within the
safe permissible limit of 5mg/L by USEPA. It was indicated that the total
recoverable lead in the CRT glass leached with TCLP solution varied with
particle size in the order 69.6, 50.9 and 45.7mg/L in increasing size order
(0.6: 1.0: 2.0 mm) and these were extremely far beyond regulatory permissible
limit. This implies incorporation of leaded-CRT in fired bricks is a veritable
and sustainable method of immobilising Pb in the the
CRT glass. The fired products were seen not to pose any threat when disposed in
a municipal landfill. Similarly, the result of synthetic precipitation leaching
procedure for the CRT glass and fired products were below safe regulatory limit
by USEPA and the compositions between 2-6wt% were below detection limit. These
results established that the optimum and other compositions could therefore be
classified as safe and non-hazardous construction materials which cannot pose
any environmental and health risk.
|
Table 5 Comparison of Optimum
(4%) composition with ASTM Standards |
||||
|
Parameters |
Class 1 |
Class 2 |
Class 3 |
Optimum |
|
Water
Absorption (%) |
≤ 20 |
≤ 22 |
No limit |
11.0 ± 0.39 |
|
Total Linear
Shrinkage (%) |
≤ 3.125 |
No limit |
No limit |
3.87 ± 1.58 |
|
Compressive
Strength (MPa) |
≥ 20.7 |
≥ 15.5 |
≥ 10.3 |
8.35 ± 1.64 |
|
Saturation Coefficient |
≤ 0.75 |
≤ 0.88 |
No limit |
0.81 ± 0.01 |
4. CONCLUSION
This study compares the quality of fired clay brick products arising from incorporation of three particles sizes (0.6, 1.0 and 2.0 mm) of highly-lead CRT glass of three different particle sizes The chemical and technological properties indicated replacement of 4 wt. % CRT of 0.6 mm particle size as the optimum. All compositions were within the EPA limit of 5 mg/L for both TCLP and SPLP tests Furthermore, lower particle sizes enhanced the workability, durability, and long-term mechanical performances of clay bricks incorporated with CRT glass while higher particle size showed high water resistance. The results also presented that with proper firing at elevated temperatures, waste CRT glass addition of up to 15% could immobilise Pb with leaching within set limits by regulatory agencies. The optimum composition was noted to meet the minimum requirements for load-bearing application for construction.
REFERENCES
Abdeen H.H., Shihada S.M. (2017). Properties of fired clay bricks mixed with waste glass. Journal of Scientific Research and Reports. 13(4) : 1-9. Retrieved from https://doi.org/10.9734/JSRR/2017/32174
Adie G.U., Osibanjo O. (2013). Reusability of slag from automobile battery manufacturing in fired clay building bricks : A waste-to-wealth initiative. Journal of Solid Waste Technology and Management, 39(1) : 47-54. Retrieved from https://doi.org/10.5276/JSWTM.2013.35
Andreola F., Barbieri L., Corradi A., Lancelloti I. (2005). Cathode ray tube glass recycling : An example of clean technology. Waste Management Resources, 23. (4) : 314-321. Retrieved from https://doi.org/10.1177/0734242X05054422
Andreola F., Barbieri L., Corradi A., Lancelloti I., (2007). CRT glass state of the art : A case study
of recycling in ceramic glazes. Journal European Ceramic Society, 27 :1623-1629. Retrieved from https://doi.org/10.1016/j.jeurceramsoc.2006.05.009
ASTM C62 (2006). Standard specification for building Brick (Solid Masonry units made from clay or shale). ASTM International, West Conshohocken, PA, USA, Vol. 4(5).
Beal, B., Selby, A., Atwater, C., James, C., Vieins, C. , Alquimist, C. (2019). A comparison of thermal and mechanical properties of clay bricks prepared with three different pore-forming additives : Vermiculite, Wood Ash and Sawdust. Environmental Progress and Sustainable Energy, Wiley online library. Retrieved from https://doi.org/10.1002/ep.13150
Da Silva, Y.J.A.B., Do Nascimento, C.W.A., Biondi, C.M. (2013). Comparison of USEPA Digestion methods to heavy metals in soil samples. Environmental monitoring Assessment, 186 : 47-53. Retrieved from https://doi.org/10.1007/s10661-013-3354-5
Dondi, M., Guarini, G., Raimondo, M., Zanelli, C. (2009). Recycling PC and TV waste glass in clay bricks and roof tiles. Waste Management 29 : 1945-1951. Retrieved from https://doi.org/10.1016/j.wasman.2008.12.003
EC, (2003). Waste Electrical and Electronic Equipment Directive. European Commission, 2002/96/EC, Brussels, Belgium. Retrieved from https://dantes.info/Tools&Methods/Othertools/Docs/2002.96.EC.pdf
EPA (1996) : Test Methods for Evaluating Solid Waste - physical/chemical methods (SW-846), EPA, Washington, DC. Retrieved from https://www.epa.gov/hw-sw846
Grim C.T. (1996). Clay brick masonry weight variation. Journal Architectural Engineering., 2(4) : 135-137. Retrieved from https://doi.org/10.1061/(ASCE)1076-0431(1996)2:4(135)
Guo, H.W., Gong, Y.X., Gao, S.Y. (2010). Preparation of high strength foam glass-ceramics from waste cathode ray tube. Materials Letter, 64 : 997-999. Retrieved from https://doi.org/10.1016/j.matlet.2010.02.006
Hameed, A., Haider, U., Qazi, A., Abbas, S. (2018). Effect of waste glass on the properties of burnt clay bricks. Pakistan Journal of Engineering and Applied Sciences. 22 : 56-63. Retrieved from https://journal.uet.edu.pk/ojs_old/index.php/pjeas/article/view/1351
Iniaghe, P.O., Adie, G.U. (2015). Management practices for end-of-life cathode ray tube glass : Review of advances in recycling and best available technologies. Waste Management and Research, 33(11) 947-961. Retrieved from https://doi.org/10.1177/0734242X15604212
Konig J., Peterson R.R., Yue Yuanzheng (2015). Fabrication of highly insulating foam glass made from CRT panel glass. Ceramics International, 41 : 9793-9800. Retrieved from https://doi.org/10.1016/j.ceramint.2015.04.051
Ling, T.C., Poon, C.S. (2012). A comparative study on the feasible use of recycled beverage and CRT funnel glass as fine aggregate in cement mortar. Journal of cleaner products, 29. (30) : 46-52. Retrieved from https://doi.org/10.1016/j.jclepro.2012.02.018
Loryuenyong, V., Panyachai, T., Kaewsimork, K., Siritai, C. (2009). Effects of recycled glass substitution on the physical and mechanical properties of clay bricks. Waste Management, 29 : 2717-2721. Retrieved from https://doi.org/10.1016/j.wasman.2009.05.015
Maschio S., Tonello G., Furlani E. (2013). Recycling glass cullet from waste CRTs for the production of strength mortars. Journal of Waste Management, Hindawi Publishing Corporation. Retrieved from https://doi.org/10.1155/2013/102519
Mear F., Yot P., Cambon M., & Ribes M., (2006). The characterization of cathode ray tube glass. Journal of Waste Management, 26 :1468-1476. Retrieved from https://doi.org/10.1016/j.wasman.2005.11.017
Menad, N., (1999). Cathode ray tube recycling. Resource conservation recycling. 26 : 143-154. Retrieved from https://doi.org/10.1016/S0921-3449(98)00079-2
Musson, S.E., Jang, Y.C., Townsend, T.G., Chang, I.H., (2000). Characterization of lead leachability from cathode ray tubes using the toxicity characterization leaching procedure. Environmental Science and Technology, 34 : 4376-4381. Retrieved from https://doi.org/10.1021/es0009020
Nnorom I.C., Osibanjo
O., Ogwuegbu M.O.C. (2011). Global disposal strategies
for waste cathode ray tubes. Resources,
Conservation & Recycling, 55 : 275-290. Retrieved
from https://doi.org/10.1016/j.resconrec.2010.10.007
Nnorom, I. C., Osibanjo, O., Okechukwu, K., Nwachukwu, O., Chukwuma, R. C., (2010b). Evaluation of heavy Metal relaese from the disposal of waste computer monitors at an open dump. International Journal of Environmental Science and Development, 1(3), 227-233. Retrieved from https://doi.org/10.7763/IJESD.2010.V1.44
Nnorom, I.C., and Osibanjo, O. (2010a). Overview of prospects in adopting remanufacturing of end-of-life electronic products in the developing countries. International journal of innovation, management and technology, 1(3), 328-338. Retrieved from https://www.researchgate.net/profile/Innocent-Nnorom/publication/280803728_Overview_of_Prospects_in_Adopting_Remanufacturing_of_End-of-Life_Electronic_Products_in_the_Developing_Countries/links/55c7501608aeb9756744a9dd/Overview-of-Prospects-in-Adopting-Remanufacturing-of-End-of-Life-Electronic-Products-in-the-Developing-Countries.pdf
Olubanjo, K., Osibanjo O., Olubanjo, I. C., (2015). Evaluation of Pb and Cu contents of selected component parts of waste personal computers. Journal of Applied Science and Environmental Management, 19(3) 470-477. Retrieved from https://doi.org/10.4314/jasem.v19i3.17
Revelo, J.R., Menegazzo, A.P., Ferreira, E.B. (2018). Cathode ray tube panel glass replaces frit in transparent glazes for ceramic tiles. Ceramics International, 44 : 13790-13796. Retrieved from https://doi.org/10.1016/j.ceramint.2018.04.222
Tsydenova, O., Bengtson, M., (2011). Chemical hazards associated with treatment of waste electrical and electronic equipment. Waste Management 31, 45-58. Retrieved from https://doi.org/10.1016/j.wasman.2010.08.014
Xu, Q., Li, G., He, W., Huang, J., Shi, X., (2012). Cathode ray tube (CRT) recycling: current capabilities in china and research progress. Waste Management, 32(8) : - 1566-1574. Retrieved from https://doi.org/10.1016/j.wasman.2012.03.009
Yu, M ; Liu, L ; Li, L (2016). An Overall solution to cathode ray tube (CRT) glass recycling. Procedia Environmental Sciences, 31 : 887-896. Retrieved from https://doi.org/10.1016/j.proenv.2016.02.106
Zhao, H., Poon, C.S., Ling,T.C. (2013). Utilizing recycled cathode ray tube funnel glass as river sand replacement in the high-density concrete. Journal of cleaner production, 51 : 184-190 Retrieved from https://doi.org/10.1016/j.jclepro.2013.01.025.
Zhao, H., Wei, S. (2011). Study of properties of mortar containing cathode ray tubes (CRT) glass as replacement for river sand fine aggregate. Construction and Building Materials, 25 : 4059-4064. Retrieved from https://doi.org/10.1016/j.conbuildmat.2011.04.043
 This work is licensed under a: Creative Commons Attribution 4.0 International License
This work is licensed under a: Creative Commons Attribution 4.0 International License
© Granthaalayah 2014-2022. All Rights Reserved.