
Original Article
PROCESSING OF Ni-BASED SUPERALLOYS USING ENERGY-CONCENTRATED CAVITATION WITH HEAVY WATER AND SYNCHROTRON X-RAYS
|
Toshihiko
Yoshimura 1* 1 Department of Mechanical
Engineering, Sanyo-Onoda City University 1-1-1 Daigaku-dori, Sanyo-Onoda,
Yamaguchi 756-0884, Japan |
|
|
|
ABSTRACT |
||
|
An energy-intensive multifunction cavitation process incorporating synchrotron X-rays (PXMEI-MFC) was used to treat the surfaces of the single-crystal Ni-based superalloys SC610 and CMSX-4, employing a mixture of water and heavy water. Similar to data previously obtained from PXMEI-MFC processing using a mixture of acetone and deuterated acetone, the efficiency with which SC610 could be modified was improved compared with that obtained using a laser-irradiated MFC process. However, the water/heavy water system provided a limited processing area compared with the acetone/deuterated acetone system and the alloy surface was not flattened. Although no further oxide film was added, the original oxide layer was not removed and the proportion of the γ' phase was not optimized. In addition, the structure-stabilizing elements Ta, W, and Re did not exhibit significant segregation. Nevertheless, the hardness of the processed region was increased to a greater extent than had been obtained in trials with the acetone/deuterated acetone mixture. Because the degree of processing was improved even with a heavy water concentration of just 1%, it is believed that, during processing of the SC610, heavy water produced higher cavitation collapse pressures and temperatures compared with non-deuterated water. In principle, based on adjusting the balance of various energy inputs, mixtures of heavy water and water should also enable optimization of the γ' phase proportion through self-organization and homogenization of the lattice structures of the γ' and γ phases, similar to mixtures of deuterated acetone and acetone. Keywords: Synchrotron Radiation, High Energy
Multifunction Cavitation, Photoionization, Heavy Water |
||
INTRODUCTION
Hydrogen gas
turbines are a vital aspect of achieving a carbon-neutral society. Although
current systems operate on the principle of co-firing using 30% hydrogen in
natural gas, 100% hydrogen combustion is anticipated in the future. However,
turbine blades require further improvements in strength and service life to
allow operation at temperatures in excess of 1600 °C. Conventional Ni-based
superalloys containing rare metals have been widely used for this purpose but
new surface-modification technologies are needed due to concerns regarding cost
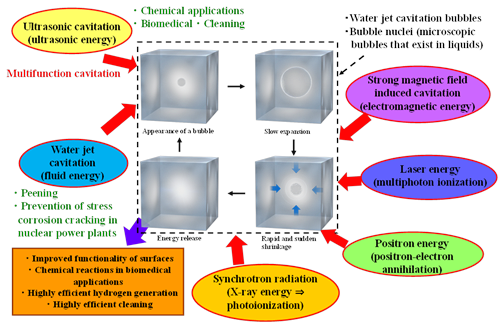
and structural stability. As shown in Figure 1, the authors previously
developed a focused energy multifunction cavitation (MFC) technique combining a
water jet, ultrasound, a magnetic field, laser irradiation, and a positron
source (PLMEI-MFC) Yoshimura
et al. (2023), Yoshimura
et al. (2024). When ultrasound is applied to this water
jet system, variations in acoustic pressure induce the repeated isothermal
expansion and adiabatic compression of air bubbles in the jet to produce high
temperatures and pressures within the bubbles Nagata
et al. (1992), Suslick
et al. (1991), Yeung et
al. (1993), Gompf et
al. (1997), Gendanken
et al. (2004). The microjets produced during bubble
collapse can generate extremes of heat and pressure capable of modifying the
surfaces of various material. This process is termed MFC because it can impart
advanced surface functionalities Yoshimura
et al. (2016), Yoshimura
et al. (2018a), Yoshimura
et al. (2018b), Yoshimura
et al. (2020). This technique was later modified by adding
synchrotron X-rays as a photoionization source Rack et al. (2008), Sun et al. (2022), Owen et al. (2016), Fengcheng
et al. (2024), resulting in the development of a
PXMEI‑MFC (Positron X‑ray Magnetic Energy Integration –
Multifunction Cavitation) system involving synchrotron irradiation Yoshimura
et al. (2025-3). This technology generates high temperatures
and pressures via the collapse of cavitation bubbles, enabling the
strengthening, cleaning, microstructural stabilization, and γ' phase
optimization of Ni-based superalloy surfaces. PXMEI-MFC using acetone or
deuterated acetone has demonstrated significantly increased bubble temperatures
and pressures, leading to the pronounced strengthening of SC610 alloy surfaces
together with the removal of oxide films Yoshimura
et al. (2025-3).
Heavy water
(D₂O) and non-deuterated water (H₂O) exhibit similar physical
properties yet differ in vapor pressure, viscosity, and bond energy, and so
would be expected to affect the temperatures and pressures associated with
cavitation collapse. Theoretically, D₂O should provide stronger adiabatic
compression, potentially generating higher temperatures and pressures. In the
present study, PXMEI-MFC was applied to the Ni-based superalloys SC610 and
CMSX-4 using either water or mixtures of water and heavy water. The goal of
this work was to determine whether the strengthening and self-organization
effects observed in systems using acetone or deuterated acetone can be
reproduced in aqueous systems. Additional aims were to clarify the manner in
which variations in the properties of the liquid medium affect cavitation
behavior and surface modification and to evaluate the role of photoionization
induced by synchrotron radiation.
Figure 1
|
Figure 1 A Summary of
Systems for Concentrating Energy in Cavitation Bubbles |
MATERIALS AND METHODS
The specimens used
in this study were second-generation Ni-based single-crystal superalloys
containing Re (SC610-SC and CMSX-4), both of which exhibit high creep strength
and excellent oxidation resistance. The chemical compositions of these
materials are summarized in Tables 1 and 2. Each specimen had dimensions
of ⌀30 mm × 1 mm thickness and was buff-polished sequentially
using #80, #220, #500, #800, #1200, and #2000 abrasive papers followed by a
final polishing with an oxide suspension. Each specimen was subsequently
spot-welded to an electrode and electrolytically polished in a solution of 10%
hydrochloric acid and 90% methanol at 3 V DC for 60 s to reveal the
crystal structure. PXMEI-MFC processing of the specimens was conducted on the
BL09 beamline within the Kyushu Synchrotron Light Research Center.
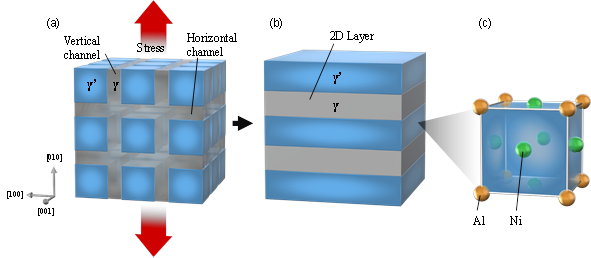
Figure 2(a)
shows the crystal structure of the Ni-based single-crystal superalloys used in
this study. These materials each contained an ordered γ' phase and a
disordered γ matrix. The γ' phase had an L1₂ structure based on
a face-centered cubic lattice, as shown in Figure 2(c). The alloys
employed in turbine rotor blades experience high temperatures and centrifugal
forces during use that can induce structural changes. As shown in
Figure 2(b), the γ' and γ phases in such metals align
perpendicular to the applied force vector. The resulting creep damage is known
as rafting, and elements such as Ta, W, and Re are added to Ni and Al to
stabilize the structure and suppress this phenomenon.
The pretreatment
of Ni-based superalloy turbine blades typically involves several steps. The
surface of each blade is first cleaned with solvents to remove contaminants
such as oils, following which the material is polished to eliminate fine
defects and remove impurities. The blade is subsequently immersed in a chemical
bath to remove surface oxides and contaminants, followed by heat treatment at a
specific temperature to stabilize the internal microstructure. The objective of
the work reported herein was to reproduce this complex pretreatment sequence
within a single process using the PXMEI-MFC system.
Table 1
|
Table 1 Chemical Composition
of the SC610-SC Alloy used in this Work (mass%) |
|||||||||
|
Cr |
Co |
Ni |
Mo |
Hf |
Ta |
W |
Re |
Al |
Nb |
|
7.4 |
1.0 |
Bal. |
0.6 |
0.1 |
8.8 |
7.2 |
1.4 |
5.0 |
1.7 |
Table 2
|
Table 2 Chemical Composition of the CMSX-4-SC Alloy Used in this work (mass%) |
|||||||||
|
Cr |
Co |
Ni |
Mo |
Hf |
Ta |
W |
Re |
Al |
Ti |
|
6.5 |
9 |
Bal. |
0.6 |
0.1 |
6.5 |
6 |
3 |
5.6 |
1 |
Figure 2
|
Figure 2 Diagrams Showing an Alloy Specimen (a) before and (b) After Rafting
and (c) a Diagram Showing the Crystal Structure of the γ' Phase (that
is, the L12 Structure) |
It is vital that a
Ni-based single-crystal superalloy has optimal proportions of the γ and
γ' phases. Specifically, a γ' volume fraction of approximately 70% is
considered ideal with regard to maximizing high-temperature performance Caccuri
et al. (2017), Yu et al. (2020). This composition enhances both creep
strength and structural stability at elevated temperatures. High-temperature
casting of these alloys also promotes the formation of a single-crystal
structure that improves strength and durability by eliminating grain
boundaries. Finally, it is known that controlling the proportion of the γ'
phase can maximize creep life. An overly high γ' volume fraction can
accelerate the collapse of the rafted structure, potentially reducing creep
life. Therefore, it is vital to maintain an appropriate ratio of the two
phases.
Ni-based
single-crystal superalloys are widely used in components exposed to the highest
temperatures in aircraft engines and industrial gas turbines, such as high- and
intermediate-pressure turbine blades, vanes, and shrouds. The widespread use of
these alloys is attributed to their exceptional mechanical properties at
temperatures up to approximately 1150 °C Caccuri
et al. (2017), Yu et al. (2020). These superior properties arise from the
absence of grain boundaries and the high proportion (approximately 70% in most
commercial alloys up to 800 °C) of strengthening γ' precipitates
with an L1₂ crystal structure coherently embedded within the disordered
face-centered cubic γ matrix Caccuri
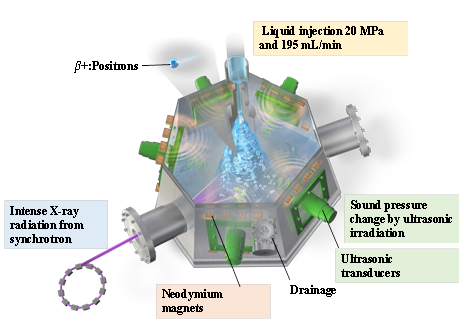
et al. (2017), Yu et al. (2020), Wang et al. (2025), Tan et al. (2025), Wang et al. (2024). Figure 3 presents a diagram of the reaction chamber used in this
study [16]. The chamber was filled with water containing 1.0% heavy water that
was discharged using a high-pressure pump providing a maximum pressure of
40 MPa and a maximum flow rate of 200 mL/min (L.TEX8731, L. TEX
Corporation). The high-pressure mixture of water and heavy water was injected
through a 0.2 mm nozzle installed at the center of the tank. The spray
pressure was measured using a pressure gauge while the flow rate was monitored using
a flowmeter attached to the pump. Although the nozzle of this apparatus is
typically made of SUS304 stainless steel, the nozzle employed in the present
study was fabricated from the Ni-based superalloy CM186LC to allow the unit to
withstand the severe processing environment. The spray pressure and flow rate
were 30 MPa and 195 mL/min, respectively. A 22Na positron source
was placed at the top of the tank to irradiate the water surface with positrons
and an acrylic lid was installed to prevent water escaping from the chamber.
The arrangement of the ultrasonic transducers and neodymium magnets was
equivalent to that described in previous reports [1,2]. A mixture of
non-deuterated water and heavy water was injected onto SC610 specimens having a
columnar-crystal morphology. As cavitation bubbles generated at the nozzle
collapsed, numerous new bubbles were formed and the specimen was positioned at
the location at which the cavitation cloud was most concentrated.
Five ultrasonic
transducers each having a frequency of 28 kHz (WSC28ST standard
oscillator and WSC28 integrated custom oscillator, Honda Electronics Company)
were placed around the cavitation jet to generate longitudinal acoustic
pressure waves. At low acoustic pressures, the bubbles underwent isothermal
expansion whereas at high acoustic pressures these bubbles rapidly contracted
and experienced adiabatic compression. Repetition of this process generated
extremely high temperatures inside the bubbles, enabling cavitation-based
processing. A total of 78 neodymium magnets was installed, comprising 39 at the
top of the chamber and 39 at the base. The top and bottom of the apparatus
corresponded to the north and south magnetic poles, respectively, with magnetic
field lines running from the lower right to the upper left of the device.
During MFC processing, charged bubbles were generated containing H⁺,
OH⁻, D⁺, and OD⁻ ions generated by thermal decomposition of
water vapor together with N+ ions penetrating through the bubble walls. These
charged bubbles collided with one another perpendicular to the flow direction
as they moved through the strong magnetic field in accordance with Fleming’s
rule. These collisions produced new high-temperature, high-pressure bubbles,
thereby enhancing the processing intensity.
In the case of
LMEI-MFC processing, laser light having a wavelength of 450 nm and output
power of 42.3 mW was imparted to the cavitation cloud to induce
multiphoton ionization inside the bubbles, increasing the ion charge states.
This irradiation strengthened the Coulomb interactions between bubbles,
resulting in more frequent bubble collisions and an increased number of
bubbles. However, because previous studies showed that laser irradiation
required processing times exceeding 30 min, high energy monochromatic
X-rays generated by synchrotron radiation were used instead of laser light in
the present work.
Figure 3
|
Figure 3 Diagram of the Apparatus
used for EI-MFC Processing in a Strong Magnetic Field Together with Synchrotron
X-Rays and Positron Excitation |
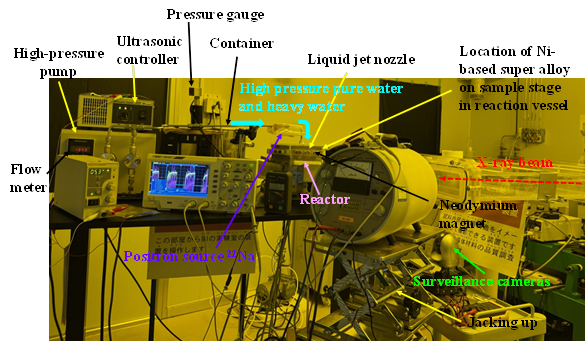
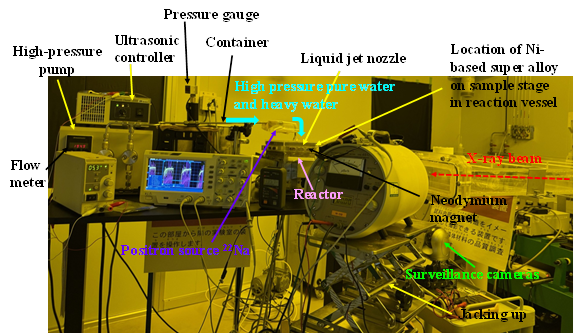
Figure 4 shows the installation of the PXMEI-MFC
system on the BL09 beamline at the Kyushu Synchrotron Light Research Center.
During these experiments, the BL09 beamline provided a high-flux monochromatic
X-ray beam with a uniform wavelength, a beam size of 8 mm (width) × 130 mm
(height), an energy of 8 keV, and a photon flux of 5×108 photons/s/mm² at 200
mA. To prevent beam loss during transmission through the surrounding air, a
rectangular acrylic introduction tube was installed, with its inlet and outlet
sealed by 0.05-mm-thick polymer films. This tube was filled with helium. Upon
irradiation of the MFC apparatus, positrons underwent partial annihilation
through interactions with electrons, producing gamma rays and releasing energy
via the reaction 𝑒+ + 𝑒− → 2𝛾 (1.02 MeV).
In previous studies using this system, a mixture of acetone and deuterated
acetone served as the liquid medium. In contrast, the present study employed a
mixture of 1% heavy water and 99% water to further increase the temperature and
pressure of the bubbles. This mixture was stored in a processing tank and
delivered using a high-pressure pump, and the distance between the nozzle and
the sample was set to 20 mm. A monochromatic X-ray beam with a height of 8 mm
and a width of 130 mm was directed perpendicularly onto the jet at a height of
5 mm above the sample surface.
|
Figure 4 Photographic Images Showing the
Installation of the PXMEI-MFC Device on The BL09 Beamline at the Kyushu
Synchrotron Light Research Center. (A) the Arrangement of the PXMEI-MFC
Experimental Apparatus Prior to X-Ray Irradiation, as Seen Inside the
Experimental Hutch, and (B) the PXMEI-MFC Apparatus During X-Ray Irradiation as
Seen from Outside the Experimental Hutch |
EXPERIMENT RESULTS AND DISCUSSION
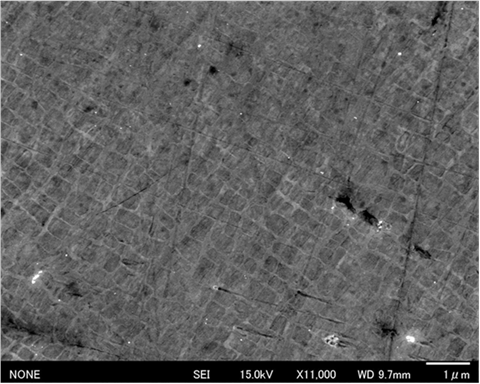
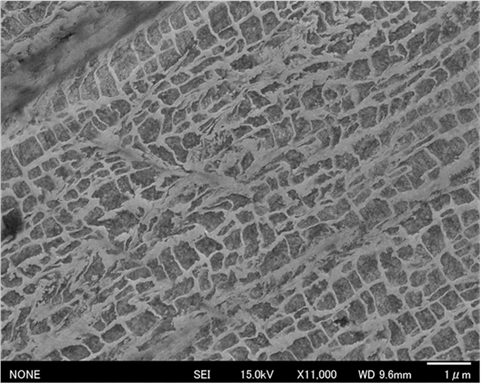
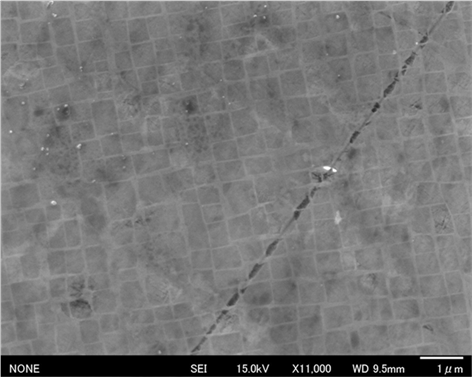
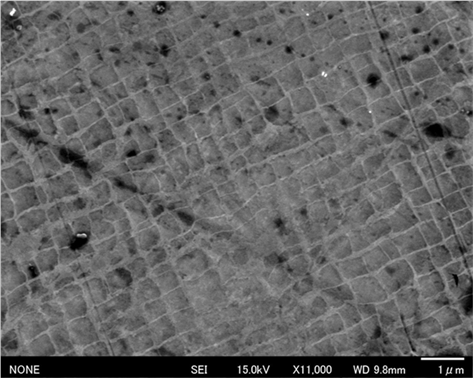
Figures 5 and Figure 6 provide scanning electron microscopy (SEM)
images of the central surface regions of SC610 specimens processed for 20 min
using the PXMEI-MFC system with water and with a mixture of water and heavy
water, respectively. When using water as the liquid medium, the lattice
structure of the metal was not affected even after the relatively long
processing time of 20 min. In contrast, the incorporation of heavy water led to
significant disruption of the lattice despite the low heavy water concentration
of 1%. It is also apparent from Figure 6 that the γ′ phase was removed to
a greater extent than the γ phase.
Prior work using a
mixture of acetone and deuterated acetone gave the desired γ′ phase
proportion of 70% as a result of self-organization of the alloy, which was not
achieved in the present work. In the case of the acetone/deuterated acetone system,
the balance of various energies tended to improve the properties of the SC610
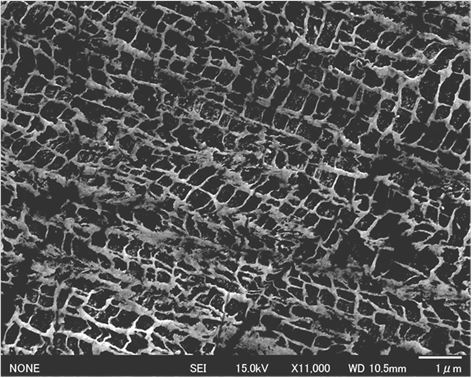
and a high-strength surface was formed through self-organization. Figure 7 shows an SEM image of the region surrounding
the jet center shown in Figure 6. It can be seen that the lattice structure
was disrupted even in this peripheral area and that the γ′ phase was
stripped away to a significant depth. Theoretically, it should be possible to
induce self-organization of the SC610 surface and to increase the strength of
the alloy even when using non-deuterated water. This might require a processing
duration that allows diffusion and rearrangement of the alloy atoms to occur
near the surface before the γ′ phase is destroyed, to promote
self-organization of this phase and give the desired proportion of
approximately 70%. To achieve this, the excess energy imparted to the surface
must be suppressed by reducing both the pressure and flow rate. Because SC610
exhibits high strength and a large proportion of the γ′ phase, the
application of an excessive impact force leads to the destruction of this
phase. Therefore, lowering the water-jet discharge pressure and carefully
adjusting the flow rate could prevent damage to this phase while promoting
structural ordering.
Figure 5
|
Figure 5 SEM Image of the Central
Surface of an SC610 Specimen Processed for 20 Min Using the PXMEI-MFC System
with Non-Deuterated Water |
Figure 6
|
Figure 6 SEM Image of the Central Surface of an
SC610 Specimen Processed For 20 Min Using the PXMEI-MFC System with a Mixture
of Non-Deuterated and Heavy Water |
Figure 7
|
Figure 7 SEM Image of the
Surface Around the Processed area of the SC610 Specimen Shown in Figure 6 |
Figure 8 shows an SEM image of a CMSX-4 specimen
prior to processing with the PXMEI-MFC apparatus. It is evident that the
γ′ and γ phases were arranged in an orderly manner in this
material. Figure 9 presents an SEM image of the region of this
sample on which the jet impact was centered after 10 min of processing by
PXMEI-MFC using a mixture of non-deuterated and heavy water. Although the
γ phase lattice structure exhibits only slight disturbance, etching of the
γ′ phase can be observed, similar to the results shown in Figure 6 and Figure 7. Figure 10 shows the binarized version of the SEM image
in Figure 9. The γ′phase, indicated in red,
accounts for 79% of the image area while the γ phase, indicated in blue,
comprises 21% of the total area. In contrast, a mixture of acetone and
deuterated acetone previously demonstrated surface strengthening as a result of
self-organization to give a γ′ phase proportion of approximately 70%
over a wide region. As noted, this is the optimal proportion of this phase with
regard to achieving the highest possible strength. On this basis, it is evidently
necessary to identify an energy input that provides the appropriate extent of
atomic diffusion and reduces the amount of γ′ phase relative to the
result shown in Figure 9.
Figure 8
|
Figure 8 SEM Image Of A CMSX-4 Specimen Prior To
Processing By PXMEI-MFC |
Figure 9
|
Figure 9 SEM Image of the
Center of a CMSX-4 Specimen after 10 min of PXMEI-MFC Processing with a
Mixture of Non-Deuterated and Heavy Water |
Figure 10
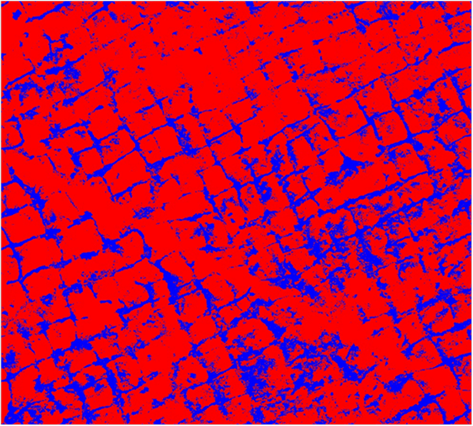
|
Figure 10 Binarized Version
of the SEM Image Shown in Figure 9. The γ' Phase is Shown in red and
Comprises 79% of the Specimen while the γ Phase is Shown in Blue and
Comprises 21% |
Figure 11 provides a laser microscopy image showing
the surface of a sample of the Ni-based single-crystal superalloy CM186LC-DS
after 10 min of PXMEI-MFC processing using a mixture of acetone and deuterated
acetone. A rafting microstructure in which the γ and γ' phases are
aligned parallel to one another near the central depression can be observed. It
should be noted that rafting does not occur simply as a consequence of a high
energy input. Rather, this phenomenon requires a unidirectional stress field
together with sufficient atomic diffusion over an appropriate time scale, and a
suitable lattice misfit. The system comprising a mixture of water and heavy
water provided high bubble collapse energies but generated a highly disordered
and excessive stress field, such that the surface reactions and the dissolution
of the alloy were intensified. As a result, rafting did not occur but the
γ' phase was damaged and selectively removed. Rafting typically occurs in
Ni-based superalloys in response to conditions that promote creep or thermal
fatigue. The signs and magnitudes of the γ/γ' phase elastic misfit,
the direction of the external stress (whether tensile or compressive), and the
temperature/time scale (as required to allow sufficient diffusion) determine
whether the γ' phase connects along the stress direction to form a rafted
structure, meaning a plate-like arrangement in which γ and γ' phases
align parallel to one another. Thus, rafting is not driven by high-energy
impacts but by the formation of a directional, quasi-static stress field
combined with diffusion-mediated phase rearrangement.
An
acetone/deuterated acetone mixture has a lower surface tension than water or
heavy water together with a higher vapor pressure. These factors suppress
asymmetric bubble deformation during collapse, leading to collapse modes that
generate sharp microjets that are less likely to appear in aqueous systems.
Consequently, the stresses imparted near the specimen by bubble collapse tend
to be more homogeneous and quasi-steady in a time-averaged sense.
The occurrence of
rafting in the CM186LC specimen and the formation of a self-organized γ'
phase having a proportion of 70% in the SC610 alloy can be attributed to the
different energy relaxation pathways arising from alloy-specific
characteristics. These characteristics include the initial γ/γ'
misfit and the γ' proportion together with the creep strength and
deformability of the alloy. In the case of the CM186LC, these conditions favor
the formation of a weakly oriented rafted structure, whereas the same conditions
promote more uniform self-organization and the formation of an optimal 70%
proportion of the γ' phase in the higher-strength SC610 alloy.
The mixture of
water and heavy water provided higher bubble collapse energies but the
resulting microstructures exhibited lattice disorder, selective removal of the
γ' phase, and the absence of a rafted structure. Hence, increasing the
energy input did not promote rafting but instead degraded the alloy’s lattice
structure and enhanced dissolution of the metal. It is possible to suggest a
mechanism whereby an excessive energy input prevents rafting. In this
mechanism, the stress field becomes highly random and overly intense, thus
losing the directionality required for rafting. High-energy aqueous cavitation
produces bubble collapses with highly random positions and orientations such
that shock waves and microjets impinge on the alloy from multiple directions.
As a result, the local stresses are large but lack directionality and also
occur in the form of numerous extremely short pulses. This phenomenon resembles
a collection of high-speed impacts rather than a creep-like stress field. Under
such conditions, the γ' phase does not align directionally and localized
shear forces occur along with the formation of defects, lattice decomposition,
and alloy dissolution. In the case of the system using a mixture of water and
heavy water, interfacial dissolution and chemical reactions will be more
important than diffusion-driven ordering. The cavitation in this process will
generate radicals that react with dissolved oxygen while localized zones of
high temperature and pressure will promote oxidation and dissolution to a greater
degree compared with acetone-based systems. Because the γ' phase contains
significant amounts of Al, Ti, and Ta in addition to Ni, the chemical
properties of this material differ from those of the γ phase, making
selective dissolution or degradation possible. The observed lattice disorder
and selective removal of the γ' phase indicate that surface/interface
destruction and dissolution occurred rather than the microscopic-scale
diffusion-driven ordering required for rafting.
Figure 11
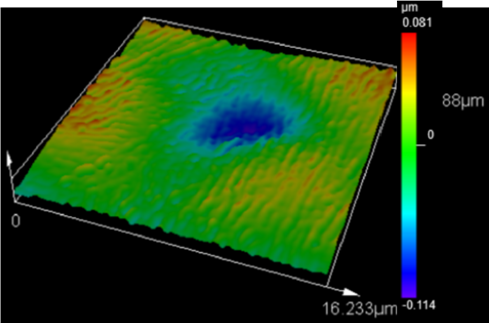
|
Figure 11 Laser Microscopy
Image of the Surface of a NI-Based Superalloy CM186LC-DS Specimen After 10
Min Of PXMEI-MFC Processing Using a Mixture of Acetone and Heavy Acetone |
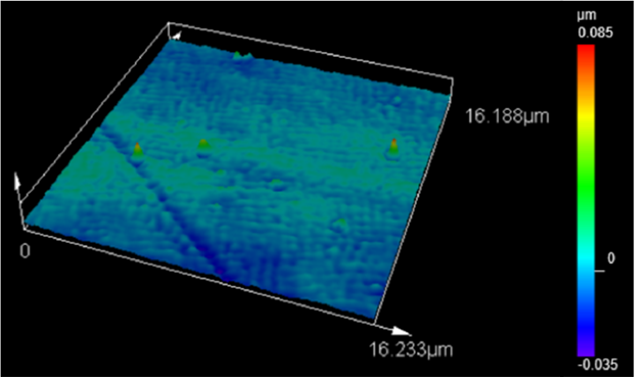
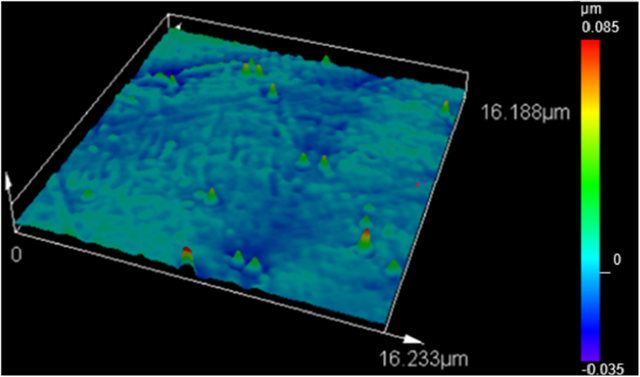
Figure 12 shows a laser microscopy image acquired before 10 min of processing
with the PXMEI-MFC apparatus using a mixture of water and heavy water. Similar
to the SEM image obtained prior to processing, a lattice structure composed of
the γ' and γ phases is apparent. After processing, slight distortions
of the lattice structure and localized surface irregularities appear. The
arithmetic mean roughness values before processing (Ra: 0.003 μm, Sa:
0.004 μm) were increased to 0.019 μm and 0.007 μm, respectively,
after processing Figure 13. However, the surface flattening observed
when using a mixture of acetone and heavy acetone was not observed.
Figure 12
|
Figure 12 Laser Microscopy
Image of a CMSX-4 Specimen Prior to PXMEI-MFC Processing |
Figure 13
|
Figure 13 Laser Microscopy
Image of the Specimen Shown in Figure 12 After 10 Min Of PXMEI-MFC Processing
Using a Mixture of Water and Heavy Water |
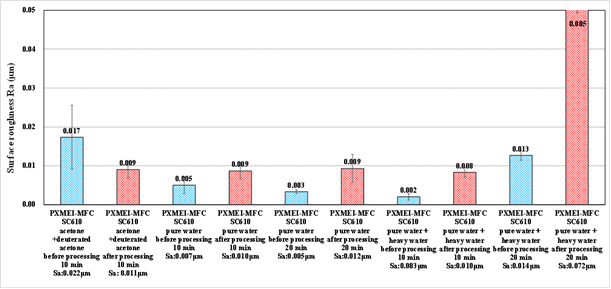
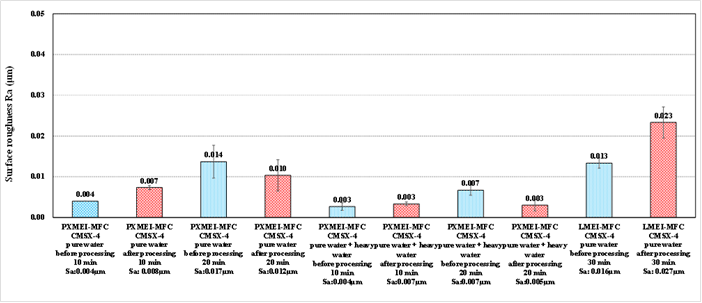
Figure 14 summarizes the surface roughness values
found by laser microscopy at the centers of the processed areas of SC610
specimens treated with the PXMEI-MFC technique under various conditions. A
mixture of acetone and heavy acetone decreased the initial arithmetic mean
surface roughness, Ra, of 0.017 μm and arithmetic mean height, Sa, of
0.022 μm to 0.009 μm and 0.011 μm, respectively, indicating that
the surface was flattened. In contrast, when a mixture of water and heavy water
was used, the surface roughness was instead increased after processing under
all conditions. In particular, 20 min of processing with water and heavy water
increased the initial values of Ra = 0.013 μm and Sa = 0.014 μm to
0.085 μm and 0.072 μm, respectively. These results suggest that
microjets generated by cavitation and containing heavy water generated higher
impact pressures.
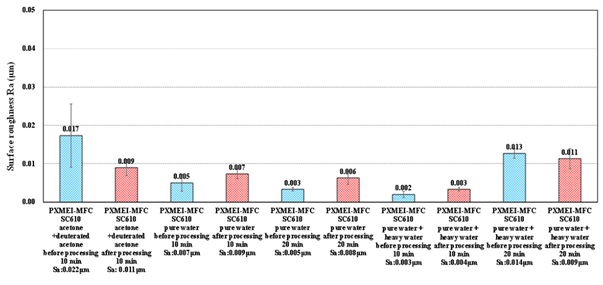
Figure 15 summarizes the surface roughness values
determined by laser microscopy around the periphery of the treated areas of
SC610 specimens processed under various PXMEI-MFC conditions. Compared with the
centers, the overall roughness values for these regions were lower. While the
acetone/heavy acetone mixture produced a uniform surface, the water/heavy water
combination evidently resulted in a spatial distribution of roughness. Notably,
following 20 min of processing with a mixture of water and heavy water, the center
region exhibited a sharp increase in Ra from 0.013 μm before processing to
0.085 μm after processing, whereas the peripheral region showed a decrease
from Ra = 0.013 μm to Ra = 0.011 μm.
Figure 14
|
Figure 14 Surface Roughness
Values at the Centers of Specimens of the NI-Based Superalloy SC610 After
PXMEI-MFC Processing Under Various Conditions as Determined by Laser
Microscopy |
Figure 15
|
Figure 15 Surface Roughness Values at the Peripheral
Areas of Specimens of the NI-based Superalloy SC610 After PXMEI-MFC
Processing Under Various Conditions as Determined by Laser Microscopy |
Figures 16 and 17
show the surface roughness values at the centers and peripheral regions,
respectively, of CMSX-4 samples processed under various PXMEI-MFC conditions.
In all cases, the surface roughness was increased after processing. A 20 min
treatment using a mixture of water and heavy water provided a maximum value of
Ra = 0.113 μm at the center that exceeded the value obtained by LMEI-MFC
processing for 30 min. In contrast, within the peripheral region, the roughness
decreased from Ra = 0.007 μm before processing to Ra = 0.003 μm after
processing, indicating surface flattening. This outcome suggests that the
cavitation energy was concentrated at the center of processing, whereas the
energy in the peripheral region was at a level more suitable for surface
smoothing.
Figure 16
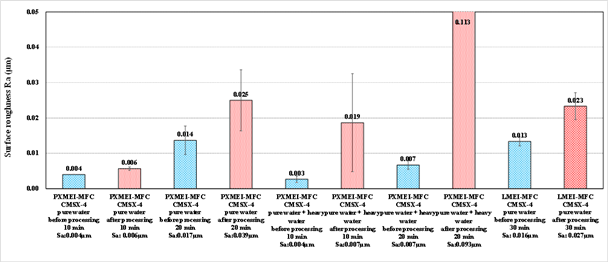
|
Figure 16 Surface Roughness
Values at the Centers of Specimens of the Ni-Based Superalloy CMSX-4 after
PXMEI-MFC or LMEI-MFC Processing Under Various Conditions as Determined by Laser
Microscopy |
Figure 17
|
Figure 17 Surface Roughness values at the Peripheral Areas of Specimens of the
Ni-Based Superalloy CMSX-4 after PXMEI-MFC or LMEI-MFC Processing Under
Various Conditions as Determined by Laser Microscopy |
Specimens were
characterized by SEM (JEOL Ltd., JSM-7000F) and energy-dispersive X-ray
spectroscopy (EDS; Oxford Instruments, X-Max series) before and after
processing. When PXMEI-MFC processing was performed using a mixture of acetone
and heavy acetone, the microstructure-stabilizing elements Ta, W, and Re were
found to diffuse toward the surface and to segregate. In the present
experiments using the water/heavy water system, slight surface segregation of
Ta was observed in the SC610 specimens at both the jet center and the
peripheral regions, while a small extent of W segregation was evident in the
CMSX-4 alloy.
Exposure to X-rays
can induce both photoionization and radiolysis inside cavitation bubbles,
leading to the reduction of oxide films by hydrated electrons (Eaq–) and
reducing radicals such as H·. However, the EDS results showed no significant
change in the oxygen content of the metal after processing, indicating that the
oxide film had not been removed, even though such removal was observed in
trials using an acetone/heavy acetone mixture. This finding suggests that the
balance of applied energies was insufficient to induce photoionization or
radiolysis. The high water-jet pressure of 30 MPa used in this study produced
an extremely high flow velocity, shortening the bubble residence time and the
interfacial interaction time. As such, reactive species were likely to
disappear before reaching the surface of the metal. Because the radiolysis
yield of water or heavy water depends on the absorbed dose and linear energy
transfer, reducing the jet pressure while increasing the X-ray intensity could
possibly provide better results.
This study
originally intended to investigate the compressive residual stresses imparted
to alloy surfaces. However, the crystal structures of the Ni-based superalloys
could not be confirmed using an X-ray residual stress measurement system. As an
alternative, surface hardness data were obtained using a micro-Vickers hardness
tester after various cavitation treatments. Because the size of the processed
region was limited when using the mixture of water and heavy water, the entire
specimen surface was first observed by low-magnification laser microscopy,
followed by a high-magnification observation of the processed area. The
observation region was then designated using a permanent marker and
micro-Vickers hardness measurements were performed within this region. The
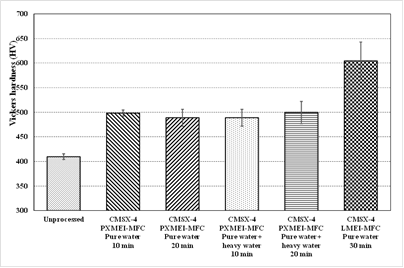
results for the SC610 and CMSX-4 specimens are summarized in Figure 18 (jet center), Figure 19 (jet periphery), Figure 20 (jet center), and Figure 21 (jet periphery), respectively.
In the case of the
SC610 alloy, both 10 and 20 min trials using water resulted in a hardness
increase of approximately 80 HV, indicating that varying the processing
duration had no significant effect. A 10 min treatment with heavy water also
produced an increase of about 80 HV. However, this result may have been
influenced by the experimental sequence. In the trial in which the SC610 sample
was processed using heavy water for 10 min, 24 L of water and 200 mL of heavy
water were added to the tank, whereas only non-deuterated water was present in
the reaction chamber. In contrast, the 20 min experiment involving the SC610
alloy was conducted following a 10 min treatment of a CMSX-4 specimen with
heavy water, meaning that the reaction chamber already contained a mixture of
water and heavy water. As a result, the cavitation generated during the 20 min
processing trial involved a greater concentration of heavy water. Treatment of
the SC610 with heavy water for 20 min in this manner produced a hardness
increase of 130 HV, demonstrating that cavitation in a medium incorporating
heavy water at even a low concentration had a greater effect on the alloy. This
outcome suggests that the cavitation collapse pressure was increased in the
presence of heavy water.
The CMSX-4
specimens exhibited hardness increases ranging from 70 to 90 HV regardless of
the processing time (either 10 or 20 min) or the presence of heavy water.
Treatment using the LMEI-MFC apparatus involving laser irradiation produced the
highest hardness increase of approximately 200 HV. As shown in Figure 16, a Figure 20 min processing trial using the water/heavy
water system resulted in significant lattice destruction and a drastic increase
in surface roughness. Conversely, the lattice structure composed of γ' and
γ phases was preserved after 30 min of LMEI-MFC processing, resulting in
higher hardness.
Figure 18
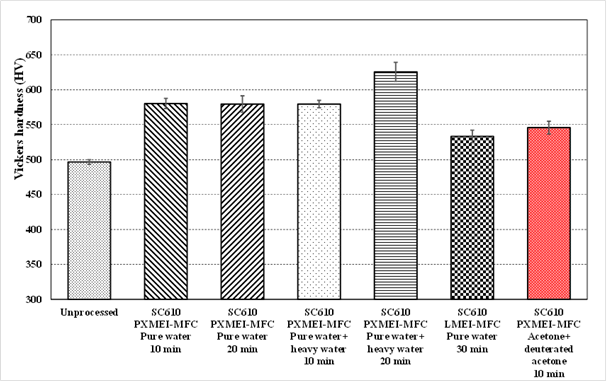
|
Figure 18 Vickers Hardness Values at The Processing
Centers of Specimensof the NI-Based Superalloy SC610 After Processing by
PXMEI-MFC Or LMEI-MFC Under Various Conditions |
Figure 19
|
Figure 19 Vickers Hardness Values
at the Peripheral areas of Specimens of the NI-Based Superalloy SC610 after
Processing by PXMEI-MFC or LMEI-MFC Under Various Conditions |
Fiugre 20
|
Figure 20 Vickers Hardness Values at the Processing
Centers of Specimens of the NI-Based Superalloy CMSX-4 after Processing by
PXMEI-MFC or LMEI-MFC Under Various Conditions |
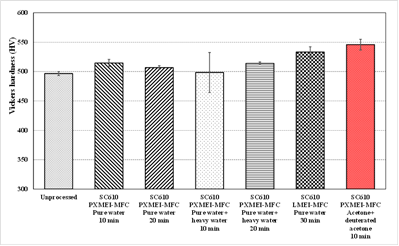
Figure 21
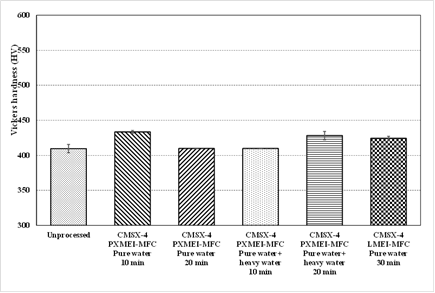
|
Figure 21 Vickers Hardness
Values at the Peripheral Areas of Specimens of the NI-Based Superalloy CMSX-4
After Processing By PXMEI-MFC Or LMEI-MFC Under Various Conditions |
CONCLUSIONS
A PXMEI-MFC system
incorporating X-ray irradiation from a synchrotron facility was used to process
samples of the Ni-based superalloys SC610 and CMSX-4 with a mixture of water
and heavy water. In previous work, processing with a mixture of acetone and heavy
acetone enabled uniform treatment across the entire specimen. Processing with
the present combination of water and heavy water resulted in higher hardness
compared with values obtained using the acetone/heavy acetone mixture but over
a smaller area. Moreover, no significant surface segregation of Ta, W, or Re,
all elements that stabilize the lattice structure, was observed. Interestingly,
the addition of even a small proportion of heavy water to the non-deuterated
water increased the processing capability of the system. Self-organization of
the alloy leading to the formation of a high-strength γ' phase in the
ideal proportion of 70% did not occur and the lattice structure of the metal
showed both deformation and degradation. Consequently, the single-crystal
Ni-based superalloys specimens were not strengthened. To prevent destruction of
the γ' phase, it will be necessary to reduce the jet pressure and flow
rate to lower the energy input. Because heavy water increases the degree of
metal processing to a significant extent at a given jet pressure, the injection
pressure must be lowered accordingly.
ACKNOWLEDGMENTS
The authors are
grateful to Dr. Kotaro Ishiji of the SAGA Light Source facility for providing
invaluable technical assistance and insightful contributions to this research.
Dr. Ishiji’s expertise and dedication were instrumental in the successful
completion of this study.
REFERENCES
Caccuri, V., Cormier, J., and Desmorat, R. (2017). γ′-Rafting Mechanisms under Complex Mechanical Stress state in Ni-Based Single Crystalline Superalloys. Materials & Design,131, 7-497. https://doi.org/10.1016/j.matdes.2017.06.018
Fengcheng, L., Runze, L., Wenjun, L., Mingyuan, X., and Song, Q. (2024). Synchrotron Radiation: A Key Tool for Drug Discovery. Bioorganic & Medicinal Chemistry Letters, 114(1), 29990. https://doi.org/10.1016/j.bmcl.2024.129990
Gendanken, A. (2004). Using sonochemistry for the fabrication of nanomaterials. Ultrason. Sonochem., 11 (2), 47–55. 10.1016/j.ultsonch.2004.01.037
Gompf, B., Gunther, R., Nick, G., Pecha, R., and Eisenmenger, W. (1997). Resolving sonoluminescence pulse width with time-correlated single photon counting. Phys. Rev. Lett., 79, 1405-1408. https://doi.org/10.1103/PhysRevLett.79.1405
Nagata, Y., Watanabe, Y., Fujita, S., Dohmaru, T., Taniguchi, S. (1992). Formation of colloidal silver in water by ultrasonic irradiation. J. Chem. Soc. Chem. Commun., 21, 1620–1622. https://doi.org/10.1039/C39920001620
Owen, R. L., Juanhuix, J., and Fuchs, M. (2016). Current advances in synchrotron radiation instrumentation for MX experiments. Archives of Biochemistry and Biophysics, 602(15), 21-31. https://doi.org/10.1016/j.abb.2016.03.021
Rack, A., Zabler, S., Müller, B. R., Riesemeier, H., Weidemann, G., Lange, A., Goebbels, J., Hentschel, M., and Görner, W. (2008). High resolution synchrotron-based radiography and tomography using hard X-rays at the BAMline (BESSY II). Nuclear Instruments and Methods in Physics Research Section A: Accelerators, Spectrometers, Detectors and Associated Equipment, 586(2), 327-344. https://doi.org/10.1016/j.nima.2007.11.020
Sun, R., Wang, Y., Zhang, J., Deng, T., Yi, Q., Yu, B., Huang, M., Li, G., and Jiang, X. (2022). Synchrotron radiation X-ray imaging with large field of view and high resolution using micro-scanning method. Journal of Synchrotron Radiation, 1241–1250.
Suslick, K. S., Choe, S. B., Cichowlas, A. A., and Grinstaff, M. W. (1991). Sonochemical synthesis of amorphous iron. Nature, 354, 414–416. https://doi.org/10.1038/353414a0
Tan, L., Yang, X. G., D.Q. Shi, W.Q. Huang, Lyu, S. Q., and Fan, Y. S. (2025). Effect of Microstructure Rafting on Deformation Behaviour and Crack Mechanism During High-Temperature Low-Cycle Fatigue of a Ni-Based Single Crystal Superalloy. International Journal of Fatigue, 190(1086199. https://doi.org/10.1016/j.ijfatigue.2024.108619
Wang, P., Wen, Z., Li, M., Lu, G., Cheng, H., He, P., and Yue, Z. (2024). Modified crystal plasticity constitutive model considering tensorial properties of microstructural evolution and creep life prediction model for Ni-based single crystal superalloy with film cooling hole. International Journal of Plasticity, 183(104150). https://doi.org/10.1016/j.ijplas.2024.104150
Wang, R., You, W., Zhang, B., Li, M., Zhao, Y., Liu, H., Chen, G., Mi, D., Hu, D. (2025). Constitutive modeling of creep behavior considering microstructure evolution for directionally solidified nickel-based superalloys. Materials Science and Engineering: A 919, 147499. https://doi.org/10.1016/j.msea.2024.147499
Yeung, S., Hobson, T., Biggs, S., and Grieser, F. (1993). Formation of Gold Sols Using Ultrasound. J. Chem. Soc. Chem. Commun., 4, 378–379. https://doi.org/10.1039/C39930000378
Yoshimura, T., (Inventor). (2020). Assignee: Sanyo-Onoda City public university, Patent no. US, 10(590), 966 B2, Date of Patent, Method for Generating Mechanical and Electrochemical Cavitation, Method for Changing Geometric Shape and Electrochemical Properties of Substance Surface, Method for Peeling off Rare Metal, Mechanical and Electrochemical Cavitation Generator, and Method for Generating Nuclear Fusion Reaction of Deuterium. International PCT Pub. No.: W02016/136656, Pet Care Trust. No: PCT/JP2016/055016
Yoshimura, T., Maeda, Y., and Ito, S. (2025-3). Development of processing technology for Ni-based superalloys using energy-concentrated cavitation with synchrotron X-rays. Results in Materials, SSRN prerelease. https://papers.ssrn.com/sol3/papers.cfm?abstract_id=5185563
Yoshimura, T., Tanaka, K., and Ijiri, M. (2018b). Nanolevel Surface processing of fine particles by waterjet cavitation and multifunction cavitation to improve the photocatalytic properties of titanium oxide. Intech open access, Open Access Peer-reviewed Chapter 4, Cavitation - Selected Issues, 43-72. http://dx.doi.org/10.5772/intechopen.79530
Yoshimura, T., Tanaka, K., and Yoshinaga, N. (2016). Development of Mechanical-Electrochemical Cavitation Technology. Journal of Jet Flow Eng., 32(1), 10-17, http://id.ndl.go.jp/bib/027265536
Yoshimura, T., Tanaka, K., and Yoshinaga, N. (2018a). Nano-level material processing by multifunction cavitation. Nanoscience & Nanotechnology-Asia, 8(1), 41-54. 10.2174/2210681206666160922164202
Yoshimura, T., Yamamoto, S., and Watanabe, H. (2023). Precise peening of Cr–Mo steel using energy- intensive multifunction cavitation in conjunction with a narrow nozzle and positron irradiation. Results in Materials 20(100463) 1-9. https://doi.org/10.1016/j.rinma.2023.100463
Yoshimura, T., Yamamoto, S., and Watanabe, H. (2024). Precise peening of Ni-Cr-Mo steel by energy-intensive multifunction cavitation in conjunction with positron irradiation. International Journal of Engineering Science Technologies, 8(2), 1–16.
Yu, Z., Wang, X., Yang, F., Yue, Z., James C., and Li, M. (2020). Review of γ’ Rafting Behavior inNickel-Based Superalloys: Crystal Plasticity and Phase-Field Simulation. Crystals, 10, (2020)1095. https://doi.org/10.3390/cryst10121095
 This work is licensed under a: Creative Commons Attribution 4.0 International License
This work is licensed under a: Creative Commons Attribution 4.0 International License
© Granthaalayah 2014-2026. All Rights Reserved.

