
Performance Evaluation of Black Soap (Toilet Soap) Blended with De-oiled Jatropha Cake Additive as Solid Lubricant in Direct Cold Extrusion of Aluminium Alloys
Waindim, Y. T. A. 1 ![]()
![]() ,
Gundu, D.T. 2
,
Gundu, D.T. 2![]() , Ashwe,
A. 2
, Ashwe,
A. 2![]() , Kuhe,
A. 2
, Kuhe,
A. 2![]()
![]()
1 HTTTC, Bambili Mechanical Engineering Department, The University of Bamenda, Bamenda, Cameroon
2 Mechanical Engineering Department, Joseph Sarwuan Tarka University, Makurdi, Nigeria
|
|
|
ABSTRACT |
|
|
The use of petro-lubricants in metal forming leads to lamination of
oxide on the extrudates due to temperature increase and reaction of the base
metal with some elements in the lubricant, hence resulting poor surface
quality of the end product. The non-biodegradability
of these lubricants also leads to environmental pollution. Although De-oiled Jatropha Caked has been volarised for so many
applications, with some oil left in the cake it can still be employed for use
in other applications. In this paper a bio-solid lubricant is formulated from
Black soap (Toilet soap-vegetable oil-based) as base and De-oiled Jatropha cake as additive. Jatropha seeds were processed to
≤ 0.5 |
|||
|
Received 02 July 2022 Accepted 01 August 2022 Published 19 August 2022 Corresponding Author Waindim Yisa Tufion
Albert, yisawaindim@gmail.com DOI 10.29121/IJOEST.v6.i4.2022.368 Funding: This research
received no specific grant from any funding agency in the public, commercial,
or not-for-profit sectors. Copyright: © 2022 The
Author(s). This work is licensed under a Creative Commons
Attribution 4.0 International License. With the
license CC-BY, authors retain the copyright, allowing anyone to download,
reuse, re-print, modify, distribute, and/or copy their contribution. The work
must be properly attributed to its author.
|
|||
|
Keywords: Black Soap, De-Oiled Jatropha
Cake, Enriched Solid Lubricant, Aluminum Alloy, Direct Cold Extrusion,
Coefficient of Friction |
|||
1. INTRODUCTION
In cold forging processes, a zinc phosphate coating-based lubrication system is widely used. The zinc phosphate is formed by chemical reaction of phosphoric acid and an iron matrix. In spite of the fact that the zinc phosphate coating exhibits a high level of lubricity favourable for coldest forging processes, the lubrication system contains varieties of chemicals that make handling and disposal of hazardous waste difficult. During the process, phosphating baths become polluted with heavy metals such as lead and cadmium Arentoft et al. (2009). According to the authors, the process also generates a sludge that contains base metals, heavy metals, oils, and other pollutants in both the bath and wastewater. The majority of the bath and process water therefore cannot be recycled and must be treated as hazardous waste.
Environmental and health concerns and regulation has increased the need for renewable and biodegradable lubricants. The worldwide trend to use eco-friendlier lubricating greases is motivated by environmental concerns Panchal et al. (2015). Thickener and base oil determine the greases’ biodegradable properties and lubricating ability. According to Sharma et al. (2005), recent environmental awareness has put mineral oils as the most widely used lubricant base fluid into consideration by the use of biodegradable fluid such as vegetable oils and other synthetic fluids into formulation of new greases. There is therefore an increasing human and environmental concern on the continuous use of petro-lubricants in metal forming.
Bio based semi solid lubricants intends to substitute petrochemical based grease because the long carbon chains present in the bio-oils can be broken down naturally to simpler carbon chains of harmless compounds and the fatty acids are used by microorganisms as a source of energy. However, Nizam and Hayder Nizam and Hayder (2009). explained that though vegetable oil possesses most of the desirable lubricity properties such as good contact lubrication, high viscosity index, high flash point and low volatility vegetable oil also have some drawbacks that must be overcome. Affirmed by Mohd et al. (2012). palm oil has good lubricating properties and is beneficial to be utilized in metal forming.
Comparative result of tribological analysis study on Thevetia Peruviana and Jatropha Curcas seed oil as feedstock for grease production carried out by Olisakwe et al. (2009). showed that all the oil blends are suitable for the production of different grades of biodegradable grease. An experimental investigation performed by Mohd et al. (2012). on Load-displacement behaviour of RBD Palm Stearin Oil Lubricant quantity in cold extrusion and using finite element analysis revealed that the lubricant quantity in an amount of 5 mg resulted in the lowest extrusion load and coefficient of friction compared to other lubricant quantities.
In a related findings Alves et al. (2013), Willey Liew Yun Hsien (2015). found that modified vegetable oils such as epoxidized sunflower and soybean oils resulted in lower friction coefficient than the mineral and synthetic oils. However, the presence of CuO and ZnO nanoparticles in the epoxidized vegetable oils resulted in higher friction coefficient and wear. It was postulated that the effect of nanoparticles on the wear and friction coefficient was governed by the nature of the adsorption of the lubricant on the contact surfaces. Adherence of the polar groups of the vegetable oils on the worn surface caused the nanoparticles to roll and hence three-body abrasions to take place thereby resulting in increased wear. The reduction in the wear and friction coefficient brought about these oxides’ nanoparticles in mineral and synthetic oils could be attributed to adherence of the nanoparticles and formation of a physical tribofilm on the worn surface. In an experimental investigation Liew et al. (2014). reported that the presence of palm oil methyl ester in the mineral oil resulted in a shorter running-in period and lower steady-state frictional coefficient at nominal load of between 600 and 800 N.
A group of researchers Quinchia et al. (2014). studied the frictional and lubricating film-forming properties of various types of improved vegetable oils-based lubricants (high-oleic sunflower, soybean, and castor), using 4 wt% of ethylene–vinyl acetate copolymer and 1 wt% of ethyl cellulose as additives. The authors found that castor oil showed the best lubricant properties, when compared to high-oleic sunflower and soybean oil, with very good film-forming properties and excellent friction and wear behaviour. This could be attributed to its hydroxyl functional group that increased both the viscosity and polarity of this vegetable oil. Ethylene–vinyl acetate copolymer exerted a slight effect on the lubricating film-forming properties, reducing the friction and wear mainly in the mixed lubrication region. Ethyl cellulose, on the other hand, was much more effective mainly with castor oil, in improving both mixed and boundary lubrication.
A demonstration on catalytic esterification of crude bio-oil derived from spirulina algae by Sharma et al. (2009). Xu et al. (2014b) resulted in enhanced lubrication performance. The coefficient of friction produced by ethanol blended with bio-oils esterified using potassium fluoride/alumina and potassium fluoride/HZSM-5 zeolite as catalysts was 22% and 10 % lower, respectively, then that produced by crude bio-oil blended with ethanol. The esterified bio-oils produced lower friction coefficient because it resulted in the formation of a better protective tribofilm on the worn surfaces.
An environmentally friendly palm-grease is formulated from modified Refined Bleach Deodorized Palm Oil as base oil and lithium soap as thickener. Such palm-grease is specifically employed for general application and or equipment working in areas where biodegradability is required such as in agriculture, forestry and coastal marine, recreation areas Sukirno et al. (2009). Ponnekanti and Prashant (2015).
Further developed eco-friendly lubricating grease oil from vegetable formulation using Jatropha residual oil as base oil. Weld load and wear scar diameter performance parameters (biodegradability and toxicity) obtained with the residual oil grease gave results that are better than that obtained from commercial grease. Ponnekanti and Prashant (2015). On the basis of physico-chemical characterization and tribological performance the vegetable residual oil was found to have good potential for use as biodegradable multipurpose lubricating grease.
In a related study Suresh and Rakesh (2017). investigated and evaluated the tribological Performance Evaluation of Solid Lubricant Characteristics at different Sliding Conditions. This was done using various solid lubricants like MoS2, graphite, and boric acid at different sliding conditions. The base oil used in the study being SAE 40 oil with a viscosity of 220 cSt at 400oC. The tribological properties were measured on pin-on-disc tribometer. An experimental set-up developed for effective supply of solid lubricants to the pin-disc interface zone. The results obtained from the experiments showed that the friction coefficient increases with increase in applied load for all the considered environments. The authors added that the tribological properties with MoS2 solid lubricant exhibit larger load carrying capacity than that of graphite and boric acid.
Jatropha curcas Lin. (Tropical physic nut) belonging to family Euphorbiaceae, has gained attention in tropical and sub-tropical countries as a potential bio-fuel crop Gohil and Pandya (2008). This due to the fact that Jatropha oil contains approximately 24.60% of crude protein, 47.25% of crude fat and 5.54% of moisture contents Kumar and Sharma (2008).
After the oil is extracted, a significant portion of seed yield (~70%) is left out as de-oiled seed cake which is non-edible. Santibáñez and Varnero Santibáñez et al. (2014). pointed out that the de-oiled seed cake is disposed as waste. Wani Wani et al. (2014). suggested that in addition to harnessing Jatropha for biodiesel, there is a need for making the best use of all by-products in the process to get the maximum benefits.
This paper therefore presents an enriched solid lubricant formulation from de-oiled Jatropha cake as additive and Black soap locally produced vegetable oil-based toilet soap with no artificial additives) as base stock followed by its performance evaluation in direct cold extrusion of aluminium alloy billets.
2. MATERIALS AND METHODS
Jatropha curcas seeds
were purchased at Oja market in Akure town, Ondo
State of Nigeria. The processing of the seed to bean powder was carried in
accordance with method in Nayak and Patel (2010). The bean was ground to
powder using a grinder. The grounded powder was then sieved to a particle size
of ![]() prior to oil removal. The oil was removed
from the sieved powder as in Yonah et al. (2015). using Soxhlet
apparatus to obtain the de-oiled Jatropha cake.
prior to oil removal. The oil was removed
from the sieved powder as in Yonah et al. (2015). using Soxhlet
apparatus to obtain the de-oiled Jatropha cake.
Black soap (Dudu-Osun) was obtained from a shop vendor in Makurdi-Benue State, Nigeria. The soap was grated to small flasks using a hand grater. The grated soap was mixed with the de-oiled Jatropha cake Appendix A 1 in proportions of 90:10, 80:20, 70:30, 60:40 and 50:50 as Shahabuddin et al. (2013). Each of these mixtures was measured into a 750-watt blender and to it was added the same weight of de-ionised lukewarm water Nicholas (2016). The mixtures were then each blended until a homogeneous mixture was obtained Appendix A 2.
2.1. Evaluation of Physicochemical Properties of the Blends
Physicochemical properties of the blends such as moisture content, chloride content, sulphur content, Free Fatty Acid, bulk density was evaluated using the methods outline below:
2.1.1. Moisture Content MC (%)
This was determined in accordance with DINCEN/TS 14774-3 (2004). Two gram each of sample of Savon-blends and Black soap-blends were placed in separate crucibles and then transferred into a drying oven and allowed at a temperature of 105oC for 3 hours. They were then cooled in desiccators to room temperature before taking the final weight. The moisture content for samples Savon blends and Black soap blends were then each computed using Equation 1.
2.1.2. Chloride Content CC (mg/l)
This was determined in accordance with Association of Analytical Chemist, (1996).
About 2.50g of sample each of samples (Savon-blends and Black soap-blends) was dissolved in hot water (100ml). 10ml of each of the solution and was titrated against 0.0257M AgNO3 with potassium chromate as indicator. The chloride content for each of the blends was determined using Equation 2 as:
![]()
Equation 2
2.1.3. Sulphur Content SC (mg/l)
This was determined in accordance with Association of Analytical Chemist, (1996). About 5ml of 2MNaOH was added to 5ml of each of the sample solution and allowed to stand for 5 minutes. The 5ml of 2M H2SO4 was then added to the solution and titrated against 0.05M iodine solution with 1ml of starch indicator. Equation 3 below was used to determine the sulphur content of each of the blends
2.1.4. Free Fatty Acid FFA (%)
Free fatty acid was determined in accordance with the Official Methods of Analysis of the Association of Official Analytical Chemists, 1998). About 0.5g of each of the samples (Savon blends and Black soap blends) was prepared and boiled with 5 cm3 of ethanol and allowed to cool. Two drops of phenolphthalein indicator were then added to each of the solutions and titrated with 0.1 M NaOH solutions until the pink colour disappears. The free fatty acid for each of the samples was the calculated using expression Equation 4.
2.1.5. Bulk density BD (g/cm3)
This was determined in accordance with Association of Analytical Chemist (1996), 2g of each of the samples were placed into a clean and dry 10cm3 measuring cylinder and tapped until well compacted, the volume of the sample was taken from the cylinder followed by the determination of bulk densities using the relations below: The results obtained from these relations Equation 5.
Aluminium wires of known composition were obtained from a cable shop in Jos-Plateau State-Nigeria. Charge calculation was carried out for Al-Si-Mg alloy and necessary elements for the alloy added as in Table 1 These chemical compositions all fall within a range revealing that the alloy actually belongs to the Al-Si-Mg alloy (6xxx) group with mechanical properties specifically identical to AA6063-T4 alloy.
Table 1
|
Table 1 Chemical Composition of the Aluminium Alloy |
||||||||
|
Element |
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Zn |
Al |
|
% Composition |
0.5 |
0.42 |
0.1 |
0.9 |
0.7 |
0.1 |
0.1 |
The Rest |
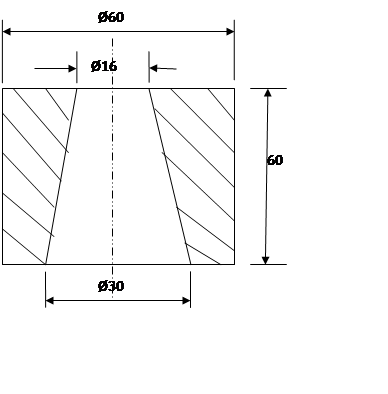
A heat-treated tapered die, Figure 1, with an extrusion ratio of 2.52 corresponding a reduction ratio of 60.32 per cent and die angle of (θ =13.13o) resulting in die bearing length of 1.0 mm with an entrance of Ø16mm was used Leonard (1985). The extrusion rig as design by Gundu (2010). was used for the direct cold extrusion.
Figure 1
|
Figure 1 Tapered Split Die Sectional View (All Dimensions in Mm) |
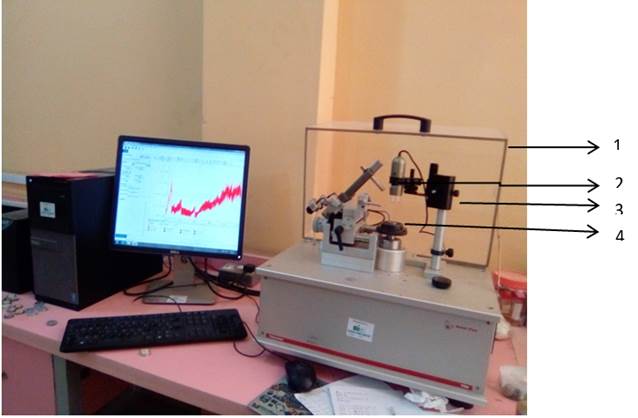
Aluminium test specimens to obtain the solid lubricant blends’ coefficient of friction were prepared in accordance with the test specification of the Ball-On-Disc Tribometer. For each solid lubricant blend was smeared on the mirror cleaned surface of the aluminium test specimen. The needle ball end was placed on it followed by placing of the 8N load and then the load lock arm-initially horizontal depressed vertically thereby securing the test specimen and load in position. The test parameters were set at weight of 8N, spindle speed of 10cm/s, distance of 50m, track radius of 5mm and number of disc revolution automatically set to 1588 laps. After this number of laps, the Ball-on-Disc Tribometer automatically stops, and the coefficient of friction value is also automatically display alongside the spectra roughness as shown in Appendix A 3.
For the extrusion tests the aluminium alloy test billets Appendix A 4, machined to dimension Ø25.4 mm by 25.4mm as in Gundu (2010). were direct cold extruded on an UT CO821 2000KN capacity Universal Compression Testing machine Plate 1 Split tapper dies Figure 1 inserted in 3 Plate 1 was used to facilitate easy separation of extrudes after each extrusion Mooi et al. (1999).
Plate 1

|
Plate 1 UT CO821 Compression Machine and Extrusion Setup (1-Machine Punch Head, 2-Rig Plunger, 3-Rig Cylinder, 4-Base Plate, 5-Machine Ram Travel Rail) |
Before and after each extrusion run, the container walls, die, punch, dummy and billet were first cleaned with Acetone (CH3) CO using cotton wool to degrease the components before the next extrusion to ensure that the lubricant blend in one extrusion do not affect the next extrusion test Onuh (2003). For each billet during extrusion the computer using the software on the machine, displays a real time graph on the monitor where the extrusion force (KN) and extrusion increases up to a breakthrough pressure followed by automatic stoppage of the machine ram travel.
At the end of each extrusion run, the rig was taken out of its position and the insert split tapered die separated to bring out the aluminium alloy extrusions Plate 1. Each blend with billet extrusion test was conducted three times (if wide variation occurred) and twice (if consistent results were obtained).
Plate 2

|
Plate 2 Extruded Aluminium Alloy Billets |
3. RESULTS AND DISCUSSIONS
3.1. Physicochemical Properties of the Solid Lubricant Stock
The result of relevant physicochemical tests of black soap (vegetable oil -based toilet soap) and de-oiled Jatropha cake are as presented in Table 2. From this Table, it is clearly seen that moisture content in the black soap base stock is found to be 7.73% while that in de-oiled Jatropha cake is observed to be 5.23%. Moisture helps mitigate high temperature oxidation by displacing the environmental oxygen or by preferentially adsorbing to the metal surface Khare and Burris (2013).Optimum amount of water facilitates oxide layer formation on the steel tool worn surface and reduce adhesive wear and friction force Zhe et al. (2018). Chloride content in de-oiled Jatropha cake and Black soap are 0.84 and 3.23mg/L respectively. The chloride content in black soap is found to have a value of 3.23 mg/L and in de-oiled Jatropha cake it recorded as 0.84 mg/L. Chloride here is a natural extreme pressure, special type of boundary lubricity additive that reacts with the metal surface to form a metal salt layer between mating surfaces that reduces friction, wear and damage Hayashi et al. (1977). The Sulphur content is highest in de-oiled Jatropha cake with a value of 3.56 mg/L as compared to that in black soap having a value of 1.14 mg/L. The presence of Sulphur as a natural additive acts as anti-oxidant, anti-rust, anti-wear and corrosive agents Cherry et al. (2014). and Wada and Kawakami (1986). Black soap has a slightly higher value of fatty acid recording 1.02% as compared with de-oiled Jatropha cake with a value of 1.01%. Free fatty acid (FFA) is an adsorption or boundary additives, also known as “friction modifiers,” It controls the adsorption of lubrication and it function is to prevent stick-slip phenomena Sliney (1978). Black soap gives the highest value of bulk density with a value of 0.8 g/cm3 while in de-oiled Jatropha cake it found have a value of 0.32 g/cm3. The smaller the volume change the better the lubricant as this provides low shear strength Vergne (2018), Shi et al. (2014).
Table 2
|
Table 2 Results of Physicochemical Tests on Solid Lubricant Stock |
||
|
Physicochemical
Property |
Black Soap |
De-oiled
Jatropha Cake |
|
MC (%) |
7.73 |
5.23 |
|
CC (mg/L) |
3.23 |
0.84 |
|
SC (mg/L) |
1.14 |
3.56 |
|
FA (%) |
1.02 |
1.01 |
|
BD
((g/cm^3) |
0.8 |
0.32 |
|
MC=Moisture
Content, CC=Chloride Content, SC=Sulphur Content, FA=Fatty
Acid, BD=Bulk Density, |
||
3.2. Extrusion Force
Results of extrusion force on aluminium alloy without lubricant, with an industrial metal forming grease and solid lubricant stock is presented in Table 3 It can be observed from the Table that the extrusion force of 195.5 kN is obtained on the unlubricated aluminium alloy. This high extrusion force is due to the fact that there is no separating film between the surfaces of the aluminium alloy and the steel tool. The metal-to-metal contact results in high friction and consequently high extrusion force. On application of an industrial metal forming grease (a solid lubricant), an extrusion force of 182.53 kN was obtained resulting in 6.67% reduction. With no information on the physicochemical constituents of the industrial grease, the lubricant film separating the surfaces of the aluminium alloy and steel tool is strongly believed to be responsible for the reduction in extrusion force obtained.
De-oiled Jatropha cake used as an additive in the black soap as base stock for the solid lubricant formulation recoded an extrusion force of 170.93 kN as compared the black soap stock that resulted in 181.9 kN extrusion force. The use of this natural additive resulted in 12.57% reduction while black soap recorded approximately 7.0% extrusion reduction. The reason for this is attributed to: 5.23% presence of moisture as seen from Table 2. Considering this as an an optimum level it helps in facilitating the oxide layer formation on the steel tool worn surface and reduce adhesive wear and friction force Pradeep et al.(2013), Zhe et al. (2018). On the other hand, 7.73% moisture in black soap is most likely one of the cause of higher extrusion force obtained since water can react with the tribo-material due to normal load and shear stress, and further influence friction and wear behaviour Zhe et al. (2018). From the result of bulk density shown in Table 2, the volume change for de-oiled Jatropha cake additive is smaller compared to that of the black soap solid lubricant stock. This lower volume change provides low shear strength and hence the low extrusion force obtained with this additive Vergne (2018) and Shi et al. (2014).
Table 3
|
Table 3 Extrusion Force on Aluminium Alloy |
|
|
Lubricant |
Extrusion Force(kN) |
|
Dry |
195.5 |
|
Industrial Grease |
182.53 |
|
De-Oiled Jatropha Cake |
170.93 |
|
Black Soap |
181.9 |
3.3. Black Soap ENRICHED SOLID Lubricants Blends
The effect of de-oiled Jatropha cake additive on moisture contents of Black soap enriched solid lubricants is shown in Table 4. Black soap enriched solid lubricant has its highest moisture concentration in B4 (60:40) with a value of 52.55% and the least in B1 (90:10) recording a value of 31.65%. Moisture in lubricants helps mitigate high temperature oxidation by preferentially adsorbing to the surface Khare and Burris (2013). Optimum amount of water in glycerol solution results in lower coefficient of friction and wear loss Pradeep et al.(2013). Furthermore, water facilitates the oxide layer formation on the steel worn surface and reduces adhesive wear and friction force Zhe et al. (2018).
Chloride reacts with the metal surface to form a metal salt layer between mating surfaces that reduces friction, wear and damage Hayashi et al. (1977). Chloride content in the black soap enriched solid lubricant blends generally decreases with increase in de-oiled Jatropha cake additive with the highest value of 2.581 mg/L in B1 (90:10) and the least in B5 (50:50) with a value of 1.168 mg/L. as observed in Table 4.
Figures 4 also shows the extent of the variation of Sulphur content as de-oiled Jatropha cake increases in the soap solid lubricant blends. Sulphur initially decreases with an increase in de-oiled Jatropha cake additive from B1 (90:10) with a value of 8.0 mg/L to B2 (80:20) with a value of 5.6 mg/L. This decrease in Sulphur content is immediately followed by a sharp increase in B3 (70:30) with a highest value of 16.05 mg/L and then decrease again in B4 (60:40) with a value of 7.2 mg/L and then another increase to a second highest value of 11.2 mg/L in B5 (50:50). Sulphur minimizes or delays the onset of oxidation thereby serving as an antioxidant to lubricant formulated. Sulphur assist in protecting the surfaces of extrusion chamber and die against corrosion attack by integrating sulphur into their molecular structure. Secondly, sulphur content in lubricant will act as rust inhibitor on the metal forming tooling by attaching themselves to the surface, severely reducing the mobility of water and thus minimizing the amount of corrosion that can occur Vincent (2017), Canter (2007). The effect of an amount greater than 5% is not however explained in any literature.
Free fatty acid (FFA) is an adsorption or boundary additives, also known as “friction modifiers,” and controls the adsorption of lubrication and is often used to prevent stick-slip phenomena Sliney (1978). Table 4, it can be observed that the fatty acid level increases almost linearly as de-oiled Jatropha cake additive increases in the black soap enriched solid lubricant blends with least value of 0.6% in B1 (90:10). As the de-oiled Jatropha cake additive increases in the Black soap solid lubricant blends, a maximum free fatty acid value 3.67% in B4 (60:40) is obtained.
The bulk density for the black soap enriched solid lubricant blends with de-oiled Jatropha cake additive is also shown in Table 4. In the Black soap based solid lubricant, the bulk density increases with increase in Jatropha cake additive from a value of 0.57 g/cm3 in B1 (90:10) to 0.66 g/cm3 in B2 (80:20). A decrease with a constant value of 0.5 g/cm3 is observed in B3 (70:30) and B4 (60:40). This is the followed by a slight increase to 0.64 g/cm3 in B5 (50:50). The smaller the volume change the better the lubricant since this will lead to a lower shear and hence lower extrusion force Shi et al. (2014).
Table 4
|
Table 4 Physicochemical Results of Black Soap Enriched Solid Lubricants Blends |
|||||
|
Physicochemical Property |
Black Soap: De-Oiled Jatropha
Cake |
||||
|
90:10 |
80:20 |
70:30 |
60:40 |
50:50 |
|
|
B1 |
B2 |
B3 |
B4 |
B5 |
|
|
MC (%) |
31.65 |
32.05 |
46.65 |
52.55 |
48.65 |
|
CC (mg/L) |
2.581 |
2.231 |
1.914 |
1.228 |
1.168 |
|
SC (mg/L) |
8 |
5.6 |
16.05 |
7.2 |
11.2 |
|
FA (%) |
0.6 |
1.8 |
1.41 |
3.67 |
3.64 |
|
BD (g/cm3) |
0.57 |
0.66 |
0.5 |
0.5 |
0.64 |
|
MC = Moisture
Content, CC = Chloride Content, SC = Sulphur Content, FA = Fatty Acid, BD =
Bulk Density |
|||||
3.4. Effect of Black Soap Enriched Solid Lubricant Blends on Coefficient of Friction on Aluminium Alloy
Results of coefficient of friction on aluminium alloy for Black soap are presented in Table 5. As can be clearly seen form Table 4 aluminium alloy recorded a lower friction in the enriched black soap solid lubricant blends with the least coefficients of friction of µ = 0.732 in B3 (70:30). Three factors are likely responsible to this low coefficient of friction. The First is the moisture content level in the blend which is observed a higher value of 46.65% obtained in B3 (70:30). An optimum amount of water in the glycerol solutions result in the lowest friction coefficient Pradeep et al. (2013). This shows that B3 (70:30) has higher preferential water absorption to the surfaces of aluminium alloy and steel tooling creating a separating thin film thereby reducing friction between the rubbing surfaces Khare and Burris (2013), Zhe et al. (2018), Pradeep et al. (2013). The second factor is the natural chloride. Chloride is an extreme pressure additive that reacts with the metal surface to form a metal salt layer between mating surfaces that reduces friction, wear and damage Hayashi et al. (1977). Its content in the lubricant blend B3 (70:30) from Table 4 is 1.914 mg/L. The third and the most influencing factor is the fatty content. As can be seen in Table 4.the fatty in B3 (70:30) is 1.41%. Compared to 1.02% in black soap base stock and 1.01% de-oiled Jatropha cake additive obtained in Table 2, there are more long fatty chains and polar groups in B3 (70:30) and therefore perform better in improving surface adsorption on metal surfaces, friction and wear reduction Sukjit and Dearn (2011),Sharma et al. (2009), Rudnick and Shubkin (1999).
3.5. Effect of Black Soap Enriched Solid Lubricant Blends on Extrusion Force on Aluminium Alloy
Table 5, column 3 shows the results of cold direct extrusion tests on aluminium alloys using Black soap enriched solid lubricants. It is clearly shown in Table 5 that Black soap enriched solid lubricant recorded the least extrusion force of 170.53 kN with B3 (70:30) and the highest value is 183.95 kN obtained from blend B1 (90:10). Four reasons are being identified for the low and high extrusion force values obtained the extrusion of aluminium alloy: Firstly, it is observed in Table 4 that in black soap enriched solid lubricant has an optimum moisture content value of 46.65%. This implies that this moisture is absorbed on the surfaces of the aluminium alloy and the steel tool. This then leads to an appropriate oxide layer formation on the steel tool worn surface thereby resulting in the reduction of adhesive wear and friction Zhe et al. (2018). An optimum amount of water in the glycerol solutions results in the lowest friction coefficient and hence, extrusions force Pradeep et al. (2013). Secondly, from Table 5 chloride content in blend B3 (70:30) which has a higher value of 1.914 mg/L. This boundary extreme pressure additive reacts with the aluminium alloy and steel tool surfaces to form a metal salt layer between mating surfaces that reduces friction, wear and damage Hayashi et al. (1977). The thirdly and a major factor responsible for differences in extrusion force obtained with solid lubricant blends B3 (70:30) on aluminium alloy is the natural free fatty acid content as observed 4. Free fatty acid (FFA) is an adsorption or boundary additives, also known as “friction modifiers,” It controls the adsorption of lubrication and is often used to prevent stick-slip phenomena. It is seen in Table 4 that free fatty content of 1.41% obtained in B3 (70:30) corresponding to extrusion force of 170.53 kN. The reason for the lower extrusion force with B3 (70:30) blend is because of the concentration of polar base vegetable oil with long polar chains in the blend [40]. The fourth factor considered in these blends that resulted in these extrusion forces obtained is bulk density. It is observed in Table 4 B3 (70:30) enriched solid lubricant recorded the least change in volume with a value of 0.5 g/cm3 which implies low shear and therefore low extrusion force Shi et al. (2014).
For the Black soaps enriched solid lubricants, it can be seen in Figure 2 that the curves starts with a flat (horizontal) portion in each curve indicating that on application of the force, the billet first expands to fill-up the wall of the cylinder after which the applied force increases linearly with ram displacement up to a turning point (break-through-pressure). This turning point corresponds to the maximum extrusion for each enriched solid lubricant sample. The trend at the points of decrease may be due to the fact that the frictional force decreases linearly once the maximum load is reached as proposed Liew et al. (2014). The reduction in frictional force is possibly due to the presence of palm oil methyl ester in the soaps as explained [51]. Since some oil still remains in the Jatropha cake after removal, it contributes to enhancing the lubricating film forming properties. This film forming properties could be attributed to its hydroxyl functional group that increased both the viscosity and polarity of this vegetable oil performance Quinchia et al. (2014), Moveh and Gambo (2016).
Table 5
|
Table 5 Results of Tribometer Tests and Extrusion Force on Aluminium Alloy Enriched Solid Lubricants Blends |
||
|
Soaps Based: De-Oiled Jatropha Cake Additive |
Aluminium Alloy |
|
|
(%) |
Coefficient of Friction (µ) |
Extrusion Force (kN) |
|
B1 (90: 10) |
0.821 |
183.95 |
|
B2 (80: 20) |
0.782 |
173.7 |
|
B3 (70: 30) |
0.732 |
170.53 |
|
B4 (60: 40) |
0.839 |
174.15 |
|
B5 (50: 50) |
0.743 |
174.47 |
Figure 2

|
Figure 2 Load-Displacement Curves of Aluminium Alloy Extrusion Force with Black Soap Enriched Solid Lubricant Blends |
4. CONCLUSIONS AND RECOMMENDATIONS
The use of petro-lubricants in metal forming leads to lamination of oxide on the end product due to temperature increase and reaction of the base metal with some elements in the lubricant, hence resulting poor surface quality. These lubricants also lead to health and environmental pollution. De-oiled Jatropha cake has already been used in other applications like particle boards for ceilings in buildings, as briquette for fuel, manure on the farm, detoxified for animal feed etc. Black soap on the other hand is a locally produce vegetable oil-based toilet soap. As a way of mitigating the above problem(s) and considering the fact that some oil still remains in the fibers of the Jatropha cake after removal, the de-oiled Jatropha cake has been used in this work as an additive in the locally produced vegetable oil based black soap as base to formulate a solid bio lubricant that can be used in direct cold extrusion of aluminium alloys. The bio solid lubricant formulations were carried out and each of their performance conducted for coefficient of friction and direct cold extrusion on aluminium alloy billets. From the results obtained, it is revealed from the low coefficient of friction and extrusion force corresponding to a formulation blend of 70% black soap base stock and 30% de-oiled Jatropha cake additive be employed i.e B3 (70:30). The application of this formulation will result in time reduction and increased energy savings. With these results, we strongly recommend that the mix in powdered form be only pasted when required in other to avoid oxidation and loss of the potency of the solid lubricant as this will in turn enhance the shelf life of the solid lubricant.
Appendix A1

|
Appendix A 1 Graded Black Soap Blended with De-Oiled Jatropha Cake |
Appendix A2

|
Appendix A 2 Solid Lubricant: Blended Black Soap with De-Oiled Jatropha Cake |
Appendix A3
|
Appendix A 3 Ball-On-Disc Tribometer 1-Transparent Cover Guard, 2-Dina Camera Capture, 3-Dino Camera Cover, 4-Metal Specimen |
Appendix A4

|
Appendix A 4 Aluminium Alloy
Billets Machined to |
CONFLICT OF INTERESTS
None.
ACKNOWLEDGMENTS
None.
REFERENCES
Alves, S.M., Barros, B.S., Trajano, M.F., Ribeiro, K.S.B. and Moura, E. (2013). Tribological Behavior of Vegetable Oil-Based Lubricants With Nanoparticles of Oxides in Boundary Lubrication Conditions, Tribol Int 65, 28–36. https://doi.org/10.1016/j.triboint.2013.03.027
Arentoft, M., Bay, N., Tang, P. T., And Jensen, J. D. (2009). A New Lubricant Carrier for Metal Forming, ELSEVIER, CIRP Annals - Manufacturing Technology 58, 243–246. https://doi.org/10.1016/j.cirp.2009.03.062
Canter, N. (2007). Special Report : Trends in Extreme Pressure Additives. Tribol Lubr Technol, 63, 10–18.
Cherry, D., Martha, N. R., Kamal, G. and Mohd., S. K. (2014). Detection of Elemental Composition of Lubricating Grease using Laser Induced Breakdown Spectroscopy, 2, 223-236. https://doi.org/10.3390/LUBRICANTS2040223
Gohil, R. H., Pandya, J. B. (2008). Genetic Diversity Assessment in Physic Nut (Jatropha Curcas L.). Int. J. Plant Prod. 2 (4),321-326.
Gundu, D.T. (2010). Investigation and Numerical Modeling of Metal Flow in Forward Extrusion using Pocket Die Bearings, University of Agriculture, Makurdi.
Hayashi, H., Wada, S. And Nakari, N. (1977). Hydrodynamic Lubrication of Journal Bearings By Non-Newtonian Lubricants. Bull. JSME, 20, 224–231. https://doi.org/10.1299/jsme1958.20.224
Khare, H. S., Burris, D. L. (2013). The Effects of Environmental Water and Oxygen on the Temperature-Dependent Friction of Sputtered Molybdenum Disulfide, Tribpl Lett, Springer Science+Business Media, New York, 485-493. https://doi.org/10.1007/s11249-013-0233-8
Kumar, A., Sharma, S., (2008). An Evaluation of Multipurpose Oil Seed Crop for Industrial Uses (Jatropha Curcas L.): A Review, ELSEVIER, INDCRO-5087, 1-10. https://doi.org/10.1016/j.indcrop.2008.01.001
Liew, W.Y.H., Dayou, S., Dayou, J., Siambun, N.J., and Ismail, M.A.B. (2014). The Effectiveness of Palm Oil Methyl Ester as Lubricant Additive in Milling and Four-Ball Tests. Int J Surf Sci Eng 8, 153–172. https://dx.doi.org/10.1504/IJSURFSE.2014.060482
Mohd, H. B. S., Mohd, R. B. M. J., Mohd, A. B. R., Imaduddin, H. B. W. N., Raymond, B.W. H. and Syahrullai, B. S. (2012). Load-Displacement Behavior of RBD Palm Stearin Oil Lubricant Quantity in Cold Extrusion, International Conference on Applications and Design in Mechanical Engineering (ICADME), 1-5.
Mooi, H.G., Koenis, P.T., and Huetink, G.J. (1999). An Effective Split of Flow Die Deformation Calculations of Aluminium Extrusions. J. Meter. Proc. Tech., 88 (1-3), 67-76. https://doi.org/10.1016/S0924-0136(98)00380-X
Moveh, S., Gambo A. V. (2016). Effects of Vegetable Based Oils Lubricants in the Extrusion of Aluminium, International Journal of Scientific and Technology Research, 5(08) 32-34.
Nayak, B. S., Patel, K. N. (2010). Physicochemical Characterization of Seed and Seed Oil of Jatropha Curcas L. Collected from Bardoli (South Gujarat), Sains Malaysiana 39(6), 951–955. https://core.ac.uk/download/pdf/33342002.pdf
Nicholas, J. D. (2016). Condition Monitoring of Water Contamination In Lubricating Grease for Tribological Contacts, Licentiate Thesis, Luleå University of Technology Division of Machine Elements Luleå, Sweden.
Nizam, M. K., Hayder, A. A. B. (2009). The Use of Vegetable Oil in Lubricant as Base Oil: à Review.
Noorani, A., Bakshi, J.M., Hosseinpour, S.J. And Corji, A. (2005). Experimental and Numerical Study of Optimal Die Profile in Cold Forward Rod Extrusion of Aluminium. J. Materials Processing Technology, 164-165,1572-1577.
Olisakwe, H.C., Tuleun, L.T, and Eloka-Ebuka, A.C. (2009). Comparative Study of Thevetia Peruviana and Jatropha Curcas Seed Oils as Feedstock for Grease Production, International Journal of Engineering Research and Applications (IJERA), 1(3), 793-806.
Onuh, S. O., Ekoja, M. and Adeyemi, M. B. (2003). “Effects of Die Geometry and Extrusion Speed on Cold Extrusion of Aluminium and Lead Alloys,” J. Mater. Proc. Tech., 132, 274-285.
Panchal, T. Chauhan, D., Thomas, M. and Patel, J. (2015). Bio Based Grease a Value Added Product from Renewable Resources. Ind. Crops Prod., 63, 48–52. https://doi.org/10.1016/j.indcrop.2014.09.030
Ponnekanti, N., Prashant, K. (2015). Eco-Friendly Multipurpose Lubricating Greases from Vegetable Residual Oils, 628-636. https://doi.org/10.3390/lubricants3040628
Pradeep, L. M., Carlton J. R., Lovell, M.R.,Menezes P.L. Et Al. (2013). Tribology for Scientists and Engineers: from Basics to Advanced Concepts, © Springer Science+Business Media, New York.
Quinchia, L.A., Delgaddo, M.A., Reddyhoff, T., Gallegos, C and Spikes, H.A. (2014). Tribological Study of Potential Vegetable Oil-Based Lubricants Containing Evironmentally Friendly Viscosity Modifiers, Tribology Journal, 69, 110-117.
Rudnick, L., Shubkin, R. (1999). Synthetic Lubricants and High Performance Functional Fluids, Marcel Dekker, New York.
Santibáñez, C., Varnero, M.T. (2014). Evaluation of Chañar Seed Cake From Biodiesel Production as a Soil Amendment, Journal of Soil Science and Plant Nutrition , 14(1), 129-138. http://dx.doi.org/10.4067/S0718-95162014005000010
Shahabuddin, M., Masjuki H.H., Kalam M.A. (2013). Experimental Investigation Into Tribological Characteristics of Biolubricant Formulated from Jatropha Oil, ELSERVIER, Procedia Engineering, 5th BSME International Conference on Thermal Engineering, 56, 97 – 606. https://doi.org/10.1016/j.proeng.2013.03.165
Sharma, B. K., Adhvaryu, A., Perez, J. M. And Erhan, S. Z. (2005). Soybean Oil Based Greases: Influence of Composition on Thermo-Oxidative and Tribochemical Behavior. J. Agric Food Chem., 53, 2961-2968. https://doi.org/10.1021/jf0486702
Sharma, B.K., Adhvaryu, A. and Erhan, S.Z. (2009). Friction and Wear Behavior of Thioether Hydroxyl Vegetable Oil. Wear 42, 353–358. https://doi.org/10.1016/j.triboint.2008.07.004
Shi, Y., Ichiro, M., Mattias, G., Marcus, B. and Roland, L. (2014). Boundary And Elastohydrodynamic Lubri Cation Studies of Glycerol Aqueous Solution As Green Lubricants. Tribol Int 69, 39–45. https://doi.org/10.1016/j.triboint.2013.08.013
Sliney, H.E. (1978). Dynamics of Solid Lubrication as Observed by Optical Microscopy, ASLE Trans, 21 (2),109 – 117. https://doi.org/10.1080/05698197808982866
Sukirno, R. F., Bismo, S. and Nasikin, M. (2009). Biogrease Based on Palm Oil and Lithium Soap Thickener: Evaluation of Antiwear Property. World Appl. Sci. J., 3, 401–407.
Sukjit, E., Dearn, K.D. (2011). Enhancing The Lubricity of an Environmentally Friendly Swedish Diesel Fuel MK1. Wear, 271,1772–1777. https://doi.org/10.1016/j.wear.2010.12.088
Suresh, K. R. N., Rakesh, K. G. (2017). Performance Evaluation of Solid Lubricant Characteristics at Different Sliding Conditions,World Academy of Science, Engineering And Technology International Journal of Aerospace And Mechanical Engineering, 4(6).
Vergne, P. (2018). Static and Dynamic Compressibility of Lubricants Under High Pressures, Research Gate, Conference Paper in Tribology and Interface Engineering Series · September 1994. 109-117.
Vincent, G. (2017). Tribology and Lubricant Technology : The Chemistry And Function of Lubricant Additive, STLE.
Wada, S., Kawakami, Y. (1986). Hydrodynamic Lubrication of Porous Journal Bearings with Grease. Bull. JSME, 29, 943–949. https://doi.org/10.1299/jsme1958.29.943
Wani, S. P., Chander, G., Sahrawat, K. L., And Narsimha, R. P. (2014). Integrated Nutrient Management using De-Oiled Jatropha Cake for Sustained and Economic Food Production, International Journal of Plant Production 8 (4), 549-562.
Willey Liew Yun Hsien (2015). Utilization of Vegetable Oil as Bio-Lubricant and Additive, Towards Green Lubrication in Machining Springer Singapore, 7-17.
Xu, Y., Zheng, X., Yin, Y., Huang, J., And Hu, X., (2014b). Comparison And Analysis of The Influence of Test Conditions on the Tribological Properties of Emulsified Bio-Oil. Tribol Lett 55, 543–552.
Yonah, K. T., Fred, K., Jude, M. M., Peter, K., Godwin, M. A., John, F.O. E., Paul, B. and Christine, M. (2015). Physicochemical Characterization of Jatropha Curcas Linn Oil for Biodiesel Production in Nebbi and Mokono Districts in Uganda, Journal of Sustainable Bioenergy Systems, 5,107. http://dx.doi.org/10.4236/jsbs.2015.53010
Zhe ,C., Xin, H., Chen, X. and Seong, H. K. (2018). Deffect of Humidity on Friction and Wear—A Critical Review, Lubricants 6, 0274. https://doi.org/10.3390/lubricants6030074
 This work is licensed under a: Creative Commons Attribution 4.0 International License
This work is licensed under a: Creative Commons Attribution 4.0 International License
© Granthaalayah 2014-2022. All Rights Reserved.

