
PROPERTY ENHANCEMENT OF PIGMENT PRINTED POLYESTER FABRIC USING PLASMA TECHNOLOGY
Tania Dias 1, Pratima Goyal 2 ![]()
1,2 Department
of Textile and Fashion Technology, College of Home Science Nirmala Niketan,
Mumbai -400020, India
|
|
|
ABSTRACT |
|
|
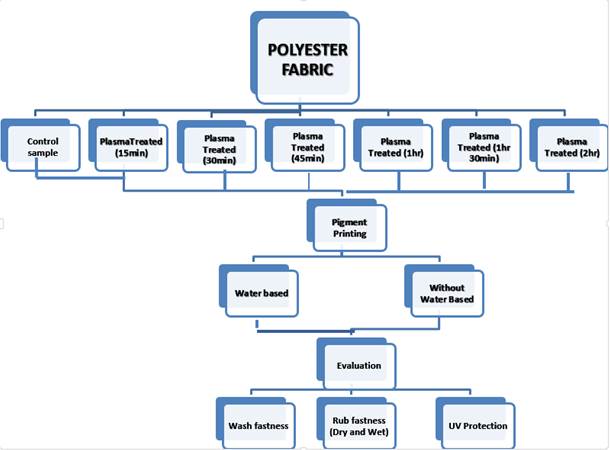
Today, the customer is the king of the market and polyester fabric is in high demand as it is more economical and has many good properties when compared with other textile material. Polyester is claiming more than 75percent of the estimated 60 million metric tons of fibres consumed in man-made textiles in the apparel industry over natural fibres. Naseerali (2013) In this study the researcher has made an attempt to improve the absorbency of polyester fabric as well as to reduce its static charge. Air plasma technology was used to treat the surface of 100% polyester fabric at different time durations of 15, 30, 45, 60, 90, 120 minutes. The control and the surface modified fabrics were then printed with water- based pigments which are eco-friendly and without water based pigments which are commercially used. As most of the pigment printed samples get peeled off so it was plasma treated and then printed to evaluate the durability of the pigment prints. The UPF (ultra-violet protection factor) value of all the control and the modified sample were then evaluated to determine the ultraviolet radiation blockage or transmittance by fabrics intended to be used for UV protection. It was further found that better UPF value of the modified non water- based pigment at 90 minutes when compared to water based pigment samples and untreated samples. The fastness properties like rub and color fastness were observed with standard methods. In the rub fastness tests it was observed that the plasma treated with water based pigments for 30 minutes gave better dry rub fastness and it concludes that plasma treatment more than 30 minutes is not required because it gives a better results at 30 minutes. In the color fastness properties the water- based and non-water based pigment printing gave a better result at all-time durations than the control sample, so in concern of energy usage, treatment can be given for less time duration to have better quality products. |
|||
|
Received 07 February 2023 Accepted 08 March 2023 Published 18 March 2023 Corresponding Author Dr.
Pratima Goyal, pratimagoyalnnc@gmail.com DOI 10.29121/granthaalayah.v11.i2.2023.5082 Funding: This research
received no specific grant from any funding agency in the public, commercial,
or not-for-profit sectors. Copyright: © 2023 The
Author(s). This work is licensed under a Creative Commons
Attribution 4.0 International License. With the
license CC-BY, authors retain the copyright, allowing anyone to download,
reuse, re-print, modify, distribute, and/or copy their contribution. The work
must be properly attributed to its author.
|
|||
|
Keywords: Polyester, Plasma Technology, Water Based
Pigment Printing, Without Water Based Pigment Printing, UV Transmittance |
|||
1. INTRODUCTION
Polyester is a type of polymer that has an ester functional group in its main chain. It most frequently refers to a type of material known as polyethylene terephthalate (PET). Natural and a few synthetic polyesters are biodegradable, however the vast majority of synthetic polyesters are not. This material is commonly used in apparel. Wang & Wan (2010)
Polyester can be thermoplastic or thermo-set depending on its chemical structure. Polyester resins that are hardened are also available; nevertheless, the most common polyesters are thermoplastics. Shenton (2001)
Advantages:
· Polyester textiles are quite durable.
· The fabrics are wrinkle-resistant.
· Fabrics are dimensionally stable.
· Polyester is abrasion resistant.
· It is texturable.
· Fabric can be heat-set to keep pleats or wrinkles in place.
· The fabrics offer good wash and wear properties.
· It is bleachable.
· It is dyeable using disperse dyes.
· Fabrics are moth and mildew resistant.
· Polyester blends well with different fibers to improve the wrinkle resistance and wash-and-wear qualities of the other fibers.
(https://www.vedantu.com/chemistry/nylon-and-polyester)
Limitations:
· Polyester staple fiber fabrics have a tendency to pill.
· They generate static electricity.
· They are not very absorbent.
· They have a low dye affinity.
· They are drawn to oily soil and oil-borne stains.
· Polyester melts when exposed to heat.
· Polyester may be ironed at low temperatures.
Corbman (1985)
· Plasma technology
Plasma is a partly ionized gas that is generally produced by an electrical discharge at near-ambient temperatures. Other than solid, liquid, and gas, plasma is the fourth state of matter in the universe since it is formed of an ionized gas containing a mixture of ions, electrons, neutral, excited molecules, and photons. Sir William Crookes discovered this condition of matter in 1879 and it was termed as plasma by Irving Langmuir in 1928.
Plasma technology has the ability to significantly improve fiber surface qualities through changes in both physical and chemical attributes. The avoidance of chemical effluents is the primary appeal of plasma in industrial processing. Plasma treatment is widely used in the textile industry due to its significant advantages over traditional wet processing techniques. Shenton (2001)
· Classification of plasma
Plasma is categorized in several ways, including:
1) On the basis of pressure in the plasma chamber-atmospheric pressure and low pressure plasma.
2) According to the degree of ionization and the temperature of electrons and ions- hot and cold Plasma.
3) On the basis of power supply frequency-DC and AC plasma (RF, microwave, GHz plasma)
4) Electropositive and electronegative depending on the electron affinity of the process gases utilized.
Rahman
et al. (2015)
· Pigment printing process
1) Pre-treatment
![]()
2) Screen Printing with binder and fixer
![]()
3) Drying of printed fabric
![]()
4) Curing of polyester at 160-220°C for 30-60sec
· Steps of printing process
1) Color paste preparation
To prepare the printing paste, pigments are usually finely dispersed in a printing paste, in high concentration.
2) Textile printing
Different printing techniques are used to apply the pigment paste to the substrate
3) Fixation
The printed fabric is dried and the prints are fixed using steam or hot air.
4) After treatment
This final operation consists in drying the fabric.
Aim
To improve the rub, wash and UPF fastness properties of pigment printing on polyester fabric using plasma technology.
·
Objective
of the research
1) To modify the surface characteristics of the polyester fabrics using plasma technology
2) To print the modified and un-modified polyester fabrics with different types of pigments.
3) To evaluate the properties of the printed modified and un-modified polyester fabric.
2. METHODOLOGY
Plate
1

|
Plate 1 |
Plate
2
|
Plate 2 |
3. RESULTS AND DISCUSSIONS
3.1. Quantitative and Qualitative test
Microscopic, burning, and chemical test was conducted on the given sample and from all the tests it was confirmed that the given sample is polyester as the fibre showed a uniform in diameter, have a smooth featureless surface and are transparent. The cross-section was round in the microscopic test. In the burning tests, the fibers are self-extinguishing, fuse and melt forming a hard, tough, un-crushable bead with no distinct identifiable odor. Polyester is more resistant to the various reagents as compared to nylon and acrylic. It is distinguished from nylon and acrylic as it does not dissolve in nitric acid, hydrochloric acid, phenol and Metacresol. Samanta et al. (2009)
3.2. Physical test
The polyester sample which was used in the research has average of 110.66 EPI (Ends Per Inch) and 78.33 PPI (Picks Per Inch), GSM of 51.14grms/m2. The English count of the raw un-modified polyester fabric warp yarns are 83.40Ne and weft yarns are 90.01Ne. The fabric was 0.194mm in thickness and the cover factor of the given sample was 16.806 threads per inch. Vedantu (n.d.)
3.3. Test Name: Colour fastness to Washing
Standard Test No. /Method: For polyester 105 C10 (Programme B)
Figure 1

|
Figure 1 Colour Fastness to Washing for Modified and Un-Modified Polyester Fabric |
The test result of SDC grey scale change in colour rated on un-modified printed sample is 1, and in modified printed sample by 15 minutes, 30 minutes and with 2hours plasma treatment rated 4 and with 1 hour of plasma treated water based printed sample rated 3. Mohapatra (2015)
The test result of SDC grey scale change in colour rated
on un-modified printed sample is 3, and on the modified printed sample treated
for 15 minutes, 30 minutes and 1 hour rated as 4 and with 2 hours of treated
modified without water based pigment rated 4-5. Parikh
et al. (2008)
According to the test it also showed that water based and non- water based pigment printing when treated with plasma showed more good results than control sample.
3.4. Test Name: Colour fastness to Dry & wet Rubbing
Standard Test No./Method: ISO 105 X12
Figure 2

|
Figure 2 Colour Fastness to Dry & Wet Rubbing on Modified and Un-Modified Polyester Fabric |
Colour
fastness to dry and wet rubbing without water-based pigment printing on 100%
polyester fabric which were modified with plasma treatment at different time
variations were seen that when rub fastness was done on without water based pigments on the un-modified dry sample it was
rated 3 and on the dry sample it was rated as 3-4. When modified with plasma
for 15 minutes, 30 minutes, 1 hour and for 2 hours on dry and wet sample it was
rated 4-5. Hamdy et al. (2021)
When
compared between the two-pigment printing the rating was much better on the dry
with water based pigment compared to control sample
and without water based printing. Fijan (2009)
Test Name: UV
Protection
Standard Test No. /
Method: [AATCC 183:2010]
Figure 3
|
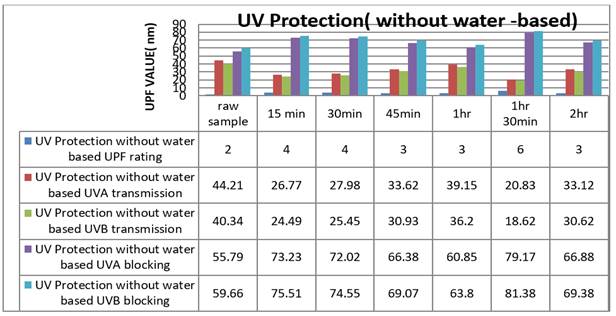
Figure 3 UV Protection Test on Modified and Un-Modified Polyester Fabric (Without Water Based Printing) |
Figure 4

|
Figure 4 UV Protection Test on Modified and Un-Modified Polyester Fabric (Water – Based Printing) |
In this test results of the UV protection the transmittance or blocking of ultraviolet radiation through fabric on the polyester fabric it was observed that the UPF of the raw polyester fabric was 3 which is not to be labelled as UV protected fabric and it was seen that when it was treated with plasma and then printed with water- based pigment it was observed that the UPF value was in the range of 2-3 which is less than the without plasma treated pigment printed the UPF value is 7 with the %UV blocking was 85.7%.
In the without water based pigment printing observed that the UPF value of the 8 with the %UV blocking is 87.5% and the plasma treated pigment printed polyester fabric ranged between 3-4. Bheda & Goyal (2012)
4. CONCLUSION
Qualitative analysis was carried out, it was observed that
fibre under the microscope, there appears to be a uniform in diameter, have a smooth featureless surface and is
transparent. The cross-section
is round. In the chemical solubility tests after viewing, it was observed that
fibres are as it does not dissolve in nitric acid, hydrochloric acid, phenol
and Metacresol. In the burning test it was observed
that fibres are self-extinguishing, fuse and melt forming a hard, tough,
un-crushable bead with no distinct identifiable odor
which proved to be a polyester fabric.
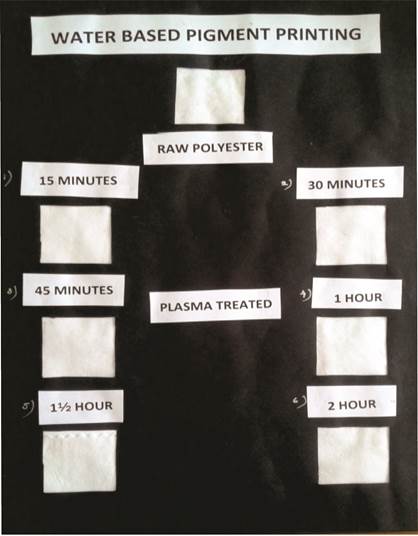
Plasma treatment was done on the raw polyester fabric with time differences at 15mins, 30mins,45mins, 1 hour, 1½ hour, 2 hour it was observed that the fabric gives different texture, gave different odour softness feel compare to the original sample. It also showed better results in every tests compare to control sample as they were printed with water based and non-water based. Zhang & Fang (2009)
Fastness properties were carried out on the un-modified and modified polyester fabric giving all the properties such as wash and rub fastness. In these fastness properties, plasma treatment gave best results in all the fastness properties compared to the control sample. Zhang & Fang (2013)
In the UPF value it was observed that with and without water based pigment printing on the un-modified polyester fabric gave a good result than the modified one and it was also observed that without water based pigment printing gave a better result than with water based pigment printing and it was also seen that UV protection finish should be applied onto to the fabric.
CONFLICT OF INTERESTS
None.
ACKNOWLEDGMENTS
None.
REFERENCES
Bheda, J., & Goyal, P. (2012). Wet Processing and Ultraviolet Finish Application on Different Fabrics Used for Apparel. [Dissertation]. College of Home Science Nirmala Niketan.
Corbman, B. (1985). Textile : Fibre to Fabric.
Fijan, R. (2009). Rheological Properties of Printing Pastes and their Influence on Quality-Determining Parameters in Screen Printing of Cotton with Reactive Dyes Using Recycled Polysaccharide Thickeners. Carbohydrate Polymers, 78(1), 25-35. https://doi.org/10.1016/j.carbpol.2009.03.022.
Hamdy, D., Othman, H., & Hassabo, A. G. (2021). A Recent Uses of Plasma in the Textile Printing. Journal of Textiles, Coloration and Polymer Science, 19(1, June), Article 1. https://doi.org/10.21608/jtcps.2021.86296.1075.
Mohapatra, H. (2015). Woven Polyester Under Cold Plasma. Journal of the Textile Association.
Naseerali, M. K. (2013). Characterization of Plasma Treated Polyester Fabric. Research Journal of Textile and Apparel.
Parikh, M. G., Chauhan, A., & Naik, S.R. (2008). Dyeing of Microfilament Polyester Textiles, The Indian Textile Journal.
Rahman, Z., Rahman, H., & Rahman, A. (2015). Classification and Generation of Atmospheric Pressure Plasma and its Principle Applications.
Samanta, A. K., Agarwal, P., Singhee, D., & Datta, S. (2009). Application of Single and Mixtures of Red Sandalwood and other Natural Dyes for Dyeing of Jute Fabric : Studies on Colour Parameters/Colour Fastness and Compatibility. Journal of the Textile Institute. https://doi.org/10.1080/00405000802125246.
Shenton, M. J. (2001). Journal of Physics.
Vedantu (n.d.). Nylon and Polyester.
Wang, C., & Wang, C. (2010). Surface Pretreatment of Polyester Fabric for Ink Jet Printing with Radio Frequency O2 Plasma. Fibers Polym 11, 223–228. https://doi.org/10.1007/s12221-010-0223-5.
Zhang, C. M., & Fang, K. J. (2013). Influence of Penetration Depth of Atmospheric Pressure Plasma Processing into Multiple Layers of Polyester Fabrics on Inkjet Printing. https://doi.org/10.1179/026708410X12550773058063.
Zhang, C., & Fang, K. (2009). Surface Modification of Polyester Fabrics for Inkjet Printing with Atmospheric-Pressure Air/Ar Plasma. Surface and Coatings Technology, 203(14), 2058–2063. https://doi.org/10.1016/j.surfcoat.2009.02.006.
 This work is licensed under a: Creative Commons Attribution 4.0 International License
This work is licensed under a: Creative Commons Attribution 4.0 International License
© Granthaalayah 2014-2023. All Rights Reserved.

